تشويه بيانات مراقبة جودة المنتج من خلال استبدال القيم التي لا تتناسب مع نطاق التسامح. القضاء على نظام التحكم القائم على الخوف!
المادة من إعداد: المدير العلمي لمركز AQT سيرجي ب. غريغورييف .
حرية الوصول إلى المقالات لا تقلل بأي حال من الأحوال من قيمة المواد الموجودة فيها.
في الشركة التي تنتج المنتجات باستخدام الضغط الحراري الفراغي، يتم اختيار مجموعات فرعية متتالية من خمسة أجزاء للتفتيش خمس مرات في اليوم. القالب الواحد له شكل واحد فقط (كل دورة ضغط تنتج جزءًا واحدًا). واستنادا إلى نتائج قياس خاصية الجودة الرئيسية، يسجل المفتشون فقط الحد الأدنى والحد الأقصى للقيم. نطاق التسامح لهذا الجزء هو 18.19 - 18.27 ملم. جعل جهاز القياس من الممكن تسجيل قيم القياس بدقة تصل إلى المنزلة العشرية الثالثة (حتى جزء من الألف)، ولكن عند التسجيل، تم تقريب جميع البيانات إلى أجزاء من المئات.
يجب على المفتشين عمل سجلات لجميع المنتجات التي تم فحصها في مجموعة فرعية مكونة من خمسة منتجات (ن = 5) وبناء مخطط XbarR لمتوسطات ونطاقات المجموعات الفرعية، ولكن تسجيل الحد الأدنى والحد الأقصى للقيم في المجموعة الفرعية (2 من 5) هذا كل ما كان وقت الاتصال بنا.
أول ما عليك فعله عند تحليل أي بيانات هو بناء مخطط بسيط لتقدم العملية بناءً عليها، كما يذكرنا بذلك دونالد ويلر مؤلف الكتاب باستمرار. مراقبة العمليات الإحصائية. تحسين الأعمال باستخدام مخططات التحكم Shewhart .
باستخدام البيانات المقدمة، قمنا ببناء مخطط تحكم XmR للقيم الفردية مع رسم بياني للتوزيع ومخطط مبعثر، وحصلنا على رسوم بيانية تشبه تمامًا (الشكل 1).
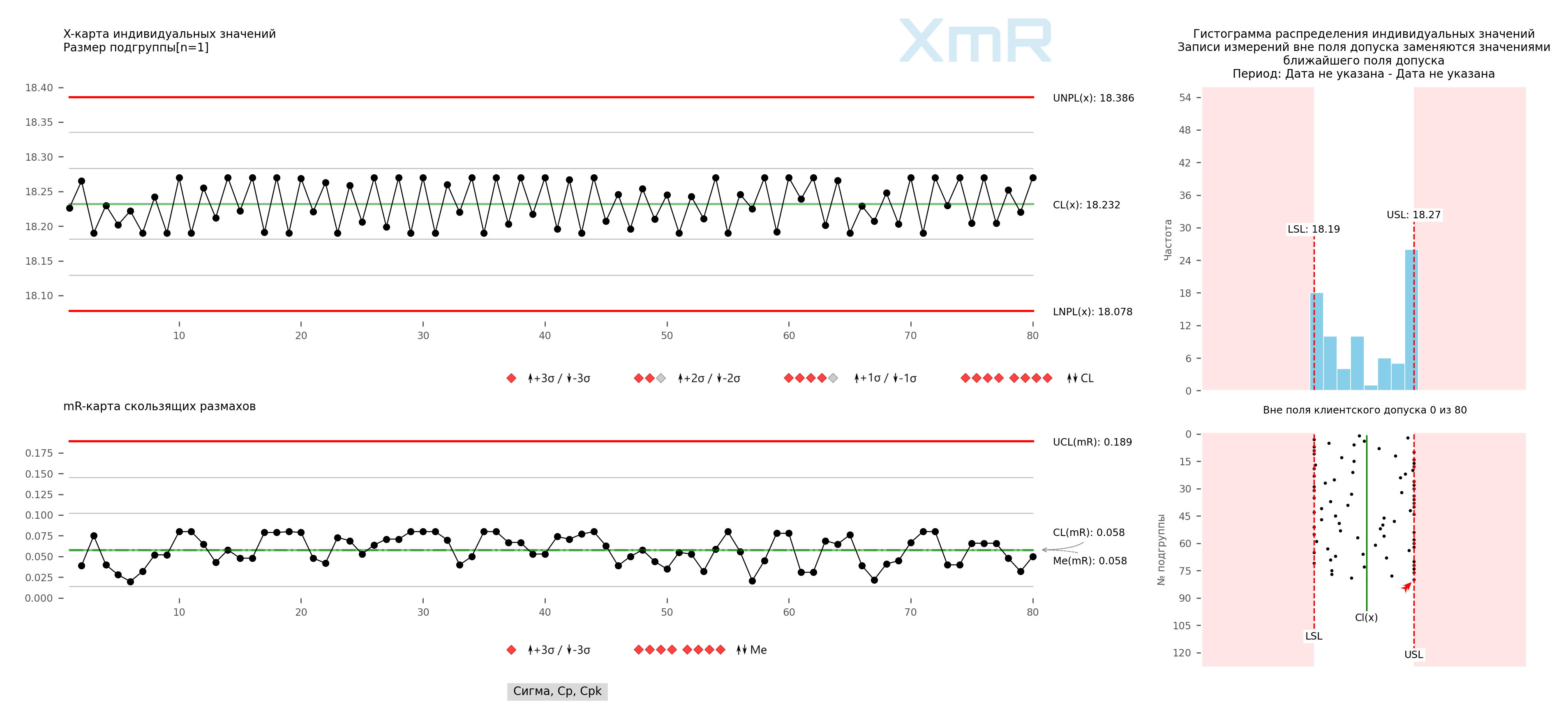
الشكل 1. مخطط التحكم XmR للقيم الفردية مع الرسم البياني والمؤامرة المبعثرة. وسيلة الإيضاح: UNPL - الحد الأعلى للتحكم الطبيعي في العملية، LNPL - الحد الأدنى للتحكم الطبيعي في العملية، CL - الخط المركزي (المتوسط). LSL - حد التسامح الأدنى، NSL - مجال التسامح الاسمي وUSL - حد التسامح العلوي. تم إعداد الرسم باستخدام أدواتنا المطورة "مخططات التحكم في Shewhart PRO-Analyst + AI (لأنظمة التشغيل Windows وMac وLinux)" .
يوضح مخطط التحكم XmR للقيم الفردية السلوك الغريب للعملية؛ كانت جميع النقاط تقريبًا في منطقة +/- 1 سيجما من الخط المركزي CL(x)، وهو أمر مفهوم تمامًا في حالتنا، لأن عرض حدود التحكم في مخطط XmR يتم تحديده من خلال متوسط قيمة جميع النقاط المتحركة تتراوح بين قيم نقطتين تمثلان القيم الدنيا والقصوى المتناوبة للمجموعات الفرعية.
وقد ظهر وضوح أكبر لما يحدث بالفعل من خلال الرسم البياني والمؤامرة المبعثرة لتوزيع القيم الفردية (الشكل 1).
ما الذي لا تراه في الرسم البياني (الشكل 1)؟
خلال الحرب العالمية الثانية، كلفت قيادة القوات الجوية الأمريكية والبريطانية أبراهام والد، الذي عمل في البرنامج السري لمجموعة الأبحاث الإحصائية (SRG) بالولايات المتحدة الأمريكية، بمعرفة أجزاء جسم الطائرة التي تحتاج إلى حماية إضافية. درع. اقترح الجيش تركيب حماية إضافية على أجزاء الطائرة التي عانت أكثر من غيرها أثناء المعارك الجوية. درس والد الطائرات العائدة من مهمات قتالية، ولاحظ مواقع الضربات. ونتيجة لذلك، أوصى بتثبيت حماية إضافية في تلك المناطق (الأجزاء المركزية والخلفية من جسم الطائرة)، حيث كان عدد الثقوب، على العكس من ذلك، ضئيلا. استندت التوصية إلى استنتاج مفاده أنه من الضروري الحماية من الضربات التي لم يرها والد - فالطائرات التي استقبلتها ببساطة لم تعد. وفي وقت لاحق، كانت القرارات المتخذة بناءً على تحليل البيانات المعروفة فقط تسمى "تحيز البقاء".
الشكل 2. "الطائرة". ابراهيم واد. التحيز البقاء على قيد الحياة.
إذا كان من الممكن تفسير فشل أعمدة الرسم البياني في وسط حقل التسامح (الشكل 1.) بغياب سجلات 3 من أصل 5 قيم في المجموعة الفرعية الخاضعة للتحكم، فكيف يمكننا تفسير الغياب شبه الكامل لـ نقاط خارج حدود التسامح بالرغم من أن أعلى أعمدة الرسم البياني تقع عند حدود التسامح؟ إن عدم وجود أي ذيول بيانات خارج حدود التسامح قد يشير إلى عدم تسجيل مثل هذه البيانات في السجلات، في حين يشير تراكم النقاط عند حدود التسامح إلى استبدال مثل هذه القيم "السيئة" بقيم مقبولة. على سبيل المثال، إذا كانت القيمة الدنيا في مجموعة فرعية أقل من حد التسامح الأدنى، تسجل وحدات التحكم قيمة حد التسامح الأدنى، وإذا كانت القيمة القصوى في المجموعة الفرعية أكبر من حد التسامح العلوي، تسجل وحدات التحكم قيمة حد التسامح العلوي حد التسامح.
ومن بين أمور أخرى، حدد المخطط المبعثر درجة عالية من خصوصية البيانات؛ يتم تقريب البيانات بواسطة وحدات التحكم إلى أقرب جزء من مائة. شاهد الشرح في المقال: يؤدي إنشاء مخططات التحكم لشوهارت باستخدام وحدات قياس غير كافية إلى استنتاجات خاطئة .
لاختبار هذه الفرضية، قمنا بتوليد قيم عشوائية باستخدام التوزيع الطبيعي لـ 40 مجموعة فرعية بحجم n=5 (200 قيمة فردية)، بمتوسط قيمة 18.23 في مركز منطقة التسامح وقيمة سيجما 0.03، وهي يمكن أن تنجم عن التلاعبات الموصوفة أعلاه نتائج مشابهة لتلك الموجودة في الشكل 1. قمنا ببناء مخطط تحكم XmR للقيم الفردية مع رسم بياني ومؤامرة مبعثرة من هذه البيانات (الشكل 3).
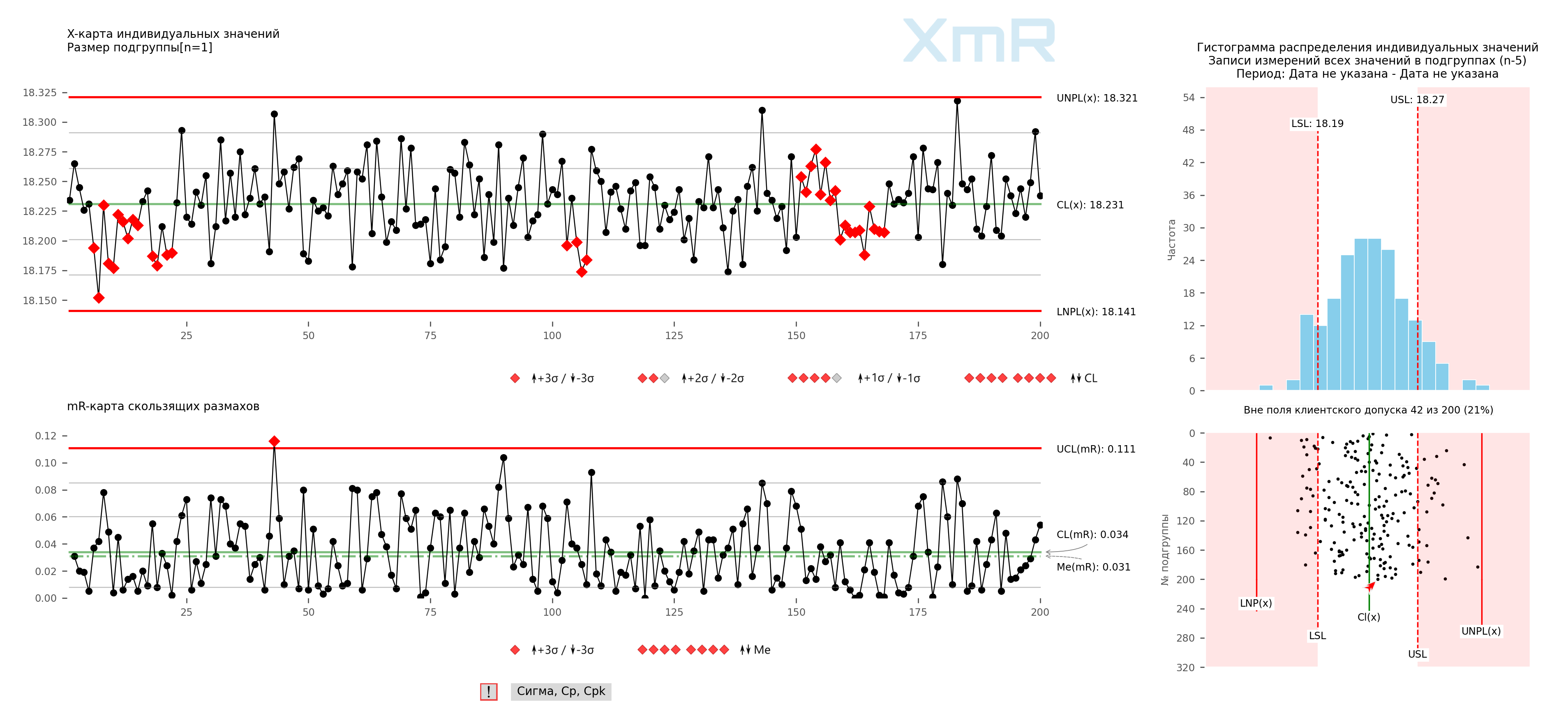
الشكل 3. التحكم في مخطط XmR للقيم الفردية مع الرسم البياني للتوزيع والمؤامرة المبعثرة للقيم الفردية للبيانات التي تم إنشاؤها من 40 مجموعة فرعية بالحجم n = 5. تم إعداد الرسم باستخدام أدواتنا المطورة "مخططات التحكم في Shewhart PRO-Analyst + AI (لأنظمة التشغيل Windows وMac وLinux)" .
في الخطوة التالية، في كل مجموعة فرعية، اخترنا فقط الحد الأدنى والحد الأقصى للقيم في كل مجموعة من المجموعات الفرعية الأربعين وبناءً عليها قمنا ببناء مخطط تحكم XmR للقيم الفردية مع رسم بياني للتوزيع ومخطط نقطي (الشكل 4).
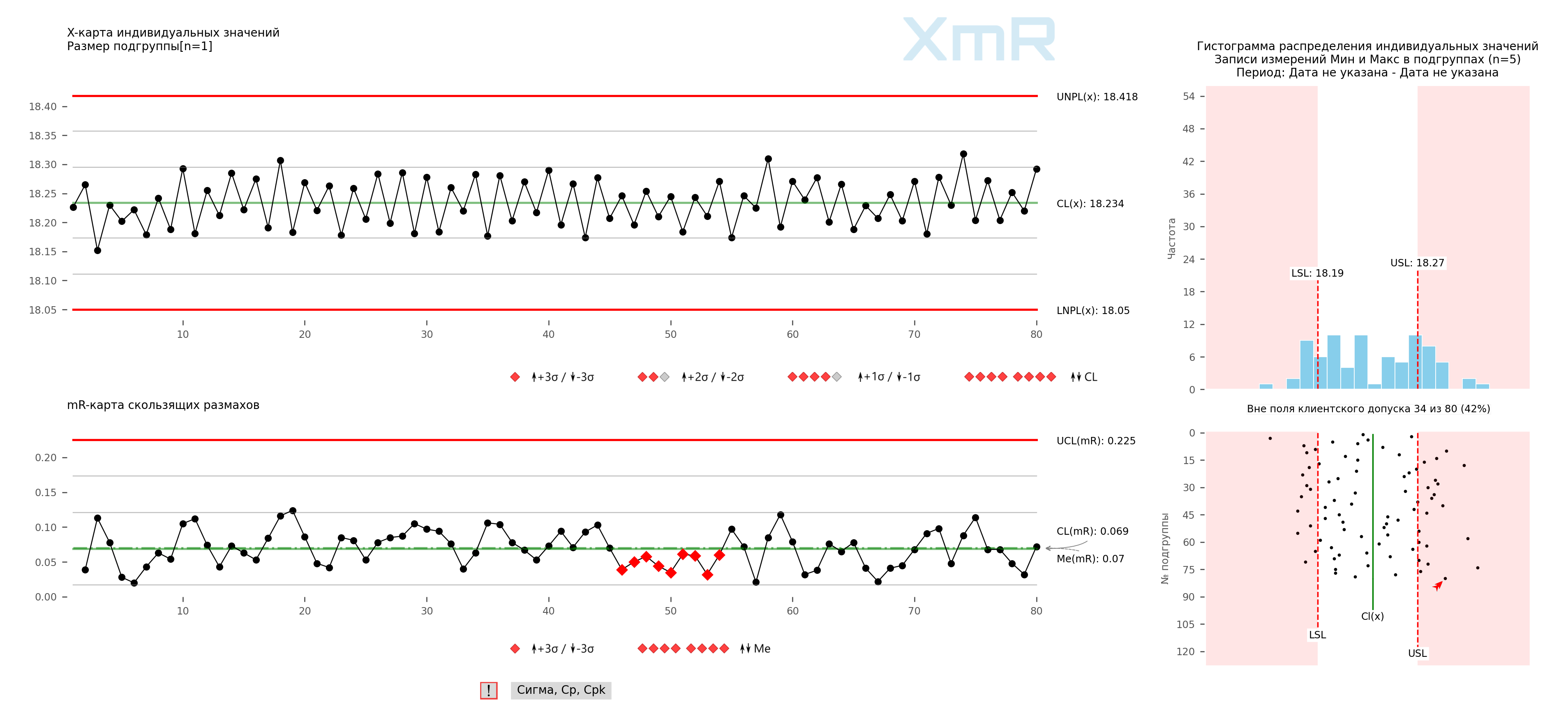
الشكل 4. التحكم في مخطط XmR للقيم الفردية باستخدام الرسم البياني للتوزيع ومخطط مبعثر للقيم الفردية للبيانات التي تم إنشاؤها من 40 مجموعة فرعية بالحجم n = 5، مع تحديد الحد الأدنى والحد الأقصى للقيم من كل مجموعة فرعية فقط . تم إعداد الرسم باستخدام أدواتنا المطورة "مخططات التحكم في Shewhart PRO-Analyst + AI (لأنظمة التشغيل Windows وMac وLinux)" .
في الخطوة التالية، قمنا باستبدال الحد الأدنى والحد الأقصى للقيم باستخدام القاعدة التالية:
- إذا كانت القيمة الدنيا في المجموعة الفرعية أقل من الحد الأدنى للتسامح، نستبدلها بقيمة الحد الأدنى للتسامح؛
- إذا كانت القيمة القصوى في المجموعة الفرعية أكبر من حد التسامح الأعلى، نستبدلها بقيمة حد التسامح الأعلى،
وعلى أساسها قاموا ببناء مخطط تحكم XmR للقيم الفردية مع رسم بياني للتوزيع ومخطط نقطي (الشكل 5).
الشكل 5. التحكم في مخطط XmR للقيم الفردية للبيانات التي تم إنشاؤها من 40 مجموعة فرعية بالحجم n=5، مع اختيار الحد الأدنى والحد الأقصى للقيم من كل مجموعة فرعية والاستبدال اللاحق للقيم خارج نطاق التسامح. تم إعداد الرسم باستخدام أدواتنا المطورة "مخططات التحكم في Shewhart PRO-Analyst + AI (لأنظمة التشغيل Windows وMac وLinux)" .
تم تأكيد فرضيتنا.
تحصل إدارة هذه الشركة على ما تريده من مرؤوسيها - إطلاق منتجات عالية الجودة فقط. ومن يهتم بما ينتج الإنتاج فعلياً؟!
يتم تضمين جميع البيانات الخاصة بهذا الحل المفتوح في البرنامج الذي قمنا بتطويره مخططات التحكم Shewhart PRO-Analyst .
لماذا يحدث هذا؟
ويبدو أن المشرفين يضطرون إلى القيام بمثل هذه الأشياء في محاولة لحماية العمال. لا يمكن الحديث عن أي فخر للمشغلين والمراقبين بعملهم في مثل هذه الظروف. ويصبح تحسين جودة المنتجات المصنعة أمرا مستحيلا في مثل هذه البيئة .
التوقف عن إدارة الخوف!
وهذه ليست حالة نادرة على الإطلاق. نرى وضعا مماثلا في كثير من الأحيان. في كتابه "التغلب على الأزمة"، يصف إدواردز ديمنج وضعا مماثلا في إحدى الشركات الأمريكية:
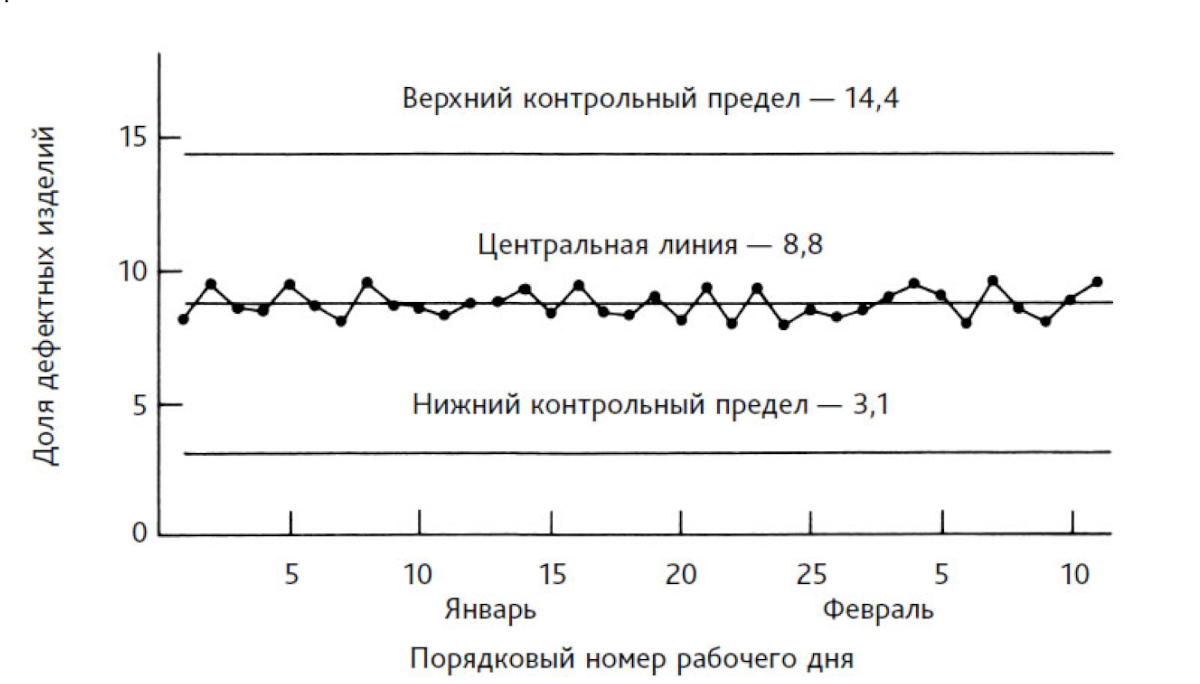
الشكل 6. بيانات يومية عن نسبة المنتجات المعيبة. يتم فحص 225 منتجًا يوميًا. المصدر: [2] - و. إدواردز ديمنج، "الخروج من الأزمة"، و. إدواردز ديمنج
ويبين الشكل 6 حالة مثيرة للاهتمام. إزاحة النقطة لأعلى ولأسفل صغيرة جدًا بالنسبة إلى خط الوسط. هناك تفسيران محتملان لذلك:
1. تم تصميم العملية بحيث تكون نسبة المنتجات المعيبة ثابتة تقريبًا. بشكل عام، هذا ليس من غير المألوف. على سبيل المثال، 12 منصة نقالة تختم الأجزاء في دائرة. واحد منهم يفشل. ويواصل الـ 11 الباقون العمل. سيكون للمنتج الناتج منتج واحد معيب لكل 12 ختمًا؛ 1/12 يساوي 8.3%، مما يجعلها قريبة بشكل خطير من المتوسط 8.8% على الخريطة.
2. البيانات الموضحة على الرسم البياني لا تعني شيئا.
نحن (ديفيد تشامبرز وأنا) رفضنا النسخة الأولى، لأننا نعرف العملية والشروط المصاحبة لها بالتفصيل. والتفسير الثاني يبدو أكثر منطقية بالنسبة لنا. لم يشعر المراقب بالأمان، كان خائفا. انتشرت شائعة في جميع أنحاء المصنع مفادها أن المدير سيغلق المصنع ويطرد الجميع بمجرد وصول نسبة المنتجات المعيبة عند القبول النهائي إلى 10%. كان المراقب يحاول إبقاء 300 شخص موظفين.
أينما ظهر الخوف، سنحصل على أرقام كاذبة. تعيش المنظمة وفقًا للأفكار التي تتشكل في رؤوس موظفيها. فهل أطلق هذا المدير فعلا مثل هذا التهديد وينوي تنفيذه؟ لا يهم حقا. لقد أبلغنا الإدارة العليا بالتفسير الذي وجدناه: الخوف. اختفت المشكلة عندما انتقل مدير المصنع إلى وظيفة أخرى وتم استبداله بمدير جديد.

"لا يوجد بديل للمعرفة. ولكن احتمال استخدام المعرفة أمر مخيف."