بدون دمج أساليب التحكم الإحصائي في أنظمة التحكم الآلي في العمليات، وأنظمة التحكم الآلي وأنظمة إدارة البيانات، وأنظمة التحكم الآلي، وأنظمة التحكم الآلي، ستزيد من عدد الأخطاء من النوعين الأول والثاني التي تحدث عند التحكم في العمليات التكنولوجية.
المادة من إعداد: المدير العلمي لمركز AQT سيرجي ب. غريغورييف .
حرية الوصول إلى المقالات لا تقلل بأي حال من الأحوال من قيمة المواد الموجودة فيها.
مشغلو أنظمة التحكم الآلي في العمليات أو المنظمين الآليين، في محاولاتهم للتحكم في العمليات، يرتكبون باستمرار أخطاء من النوعين الأول والثاني، ولا يفهمون كيفية التمييز بين الضوضاء والإشارة، مما يقلل من الكفاءة الاقتصادية للعمليات الخاضعة للرقابة ويزيد من احتمال وقوع حوادث الطوارئ .

"لا يوجد بديل للمعرفة. ولكن احتمال استخدام المعرفة أمر مخيف."
يستخدم نظام التحكم في العمليات ومنتجات برمجيات نظام التحكم الآلي من شركات مثل Siemens وGE وما إلى ذلك وحدات التحكم في العمليات الإحصائية المتكاملة (التي تفصل بين تقلبات العمليات الطبيعية والتقلبات غير الطبيعية الناجمة عن أسباب خاصة)، والأداة الرئيسية لها هي مخططات التحكم في Shewhart. لكن هذه الشركات فشلت أيضًا في ملاحظة المزايا الرئيسية للطرق الإحصائية للتحكم في العمليات الأولية، حيث استخدمتها فقط في وحدات مراقبة الجودة لعمليات الإنتاج متعددة العوامل الناتجة.
ويخفي أي مؤشر مجمع (ناتج) الإشارات الموجودة في مصادر بيانات التباين، ويحولها إلى ضوضاء على المستوى الناتج، وبالتالي يحرم الموظفين من القدرة على رؤية ما يجب القيام به لتحسين العمليات في المقام الأول. في الوقت نفسه، فإن أي إجراءات رد فعل لمشغل نظام التحكم الآلي في العمليات أو وحدات التحكم التلقائية للضوضاء هي خطأ من النوع الأول، مما يؤدي إلى تفاقم الوضع فقط. من المهم أن نفهم أنه على مستوى عال من التجميع، ستكون التغييرات الكارثية فقط ملحوظة في شكل إشارات (إدواردز ديمينغ).
"يعد البحث المنبع أداة قوية في حل مشاكل الخليط."
الشكل 1. يعد البحث المنبع أداة قوية في حل مشاكل الخليط.
يجب أن يكون مساعد النظام في العثور على الأسباب الخاصة لخروج العمليات التكنولوجية عن نطاق السيطرة (خارج حالة التحكم الإحصائي) والقضاء عليها عبارة عن عرض مرئي لمخططات التحكم في واجهة المشغل لجميع العناصر المحددة للعلاقة بين السبب والنتيجة. علاوة على ذلك، يمكن تقييم حالة التحكم الإحصائي لمؤشرات الأسباب (العوامل) التي يتم رصدها من خلال البيانات الواردة من أجهزة الاستشعار ومن البيانات الواردة من الأنظمة الفرعية الأخرى التي تسجل الأحداث عبر الإنترنت (على سبيل المثال، مراقبة جودة المواد الخام الواردة، والبيانات من مختبر الاختبار والتحكم في التشغيل البيني).
علاوة على ذلك، فإن طرق التحكم الإحصائية تجعل من الممكن تحديد وجود العوامل (الأسباب العامة والخاصة للتباين) التي لا تتم مراقبتها بواسطة أنظمة التحكم في العمليات الخاصة بك، ولكنها تؤثر بشكل كبير على مقدار التباين واستقرار العمليات التكنولوجية. يجب تحديد هذه العوامل من الناحية التشغيلية، ويجب تخصيص مقاييس للتحكم فيها في نظام التحكم في العمليات.
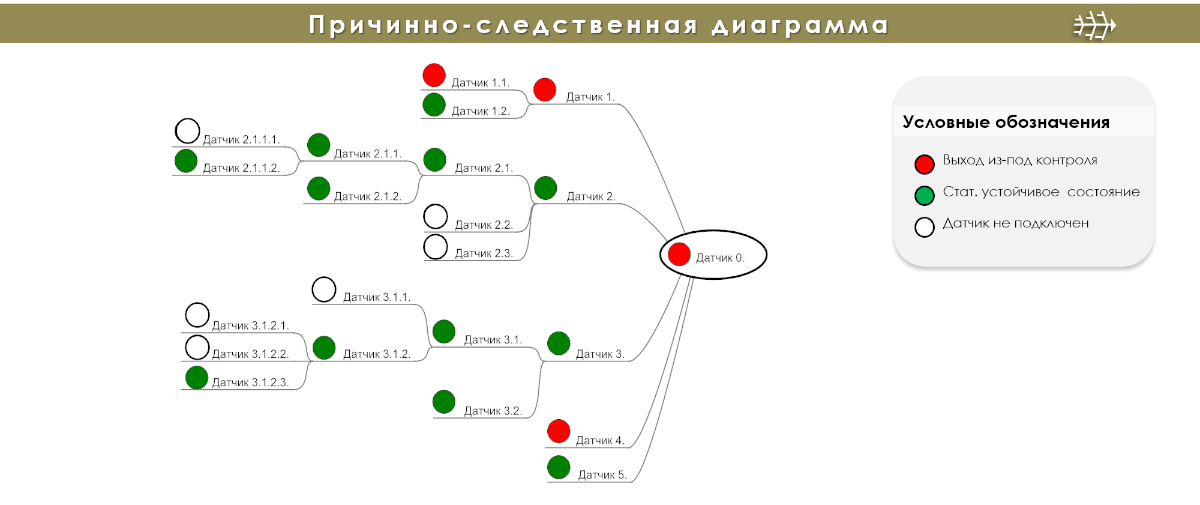
الشكل 2. العلاقة بين السبب والنتيجة للبيانات الناتجة من أجهزة استشعار نظام التحكم الآلي في العمليات. يتم عرض النقاط التي تشير إلى خروج العملية من حالة الاستقرار الإحصائي باللون الأحمر، بغض النظر عن درجة الوصول إلى حدود التحذير أو الطوارئ.
الغالبية العظمى من أنظمة التحكم الآلي للعمليات التكنولوجية وشبكات المرافق (APCS، ASUB، SMUS، ASUiD، نظام التحكم في العمليات) المستخدمة في الصناعة ليست مجهزة ببرامج ووحدات تحليلية للتحكم في العمليات الإحصائية (التحكم في العمليات الإحصائية، SPC)، و لم يتم تدريب موظفي المشغل على تقنيات الإدارة هذه.
وهذا يؤدي إلى حقيقة أن المشغلين يقومون باستمرار بمحاولات إدارة العمليات أخطاء من النوع الأول والثاني ، عدم فهم كيفية التمييز بين التباين الطبيعي لعملية (الضوضاء) التي يتم التحكم فيها إحصائيًا وبين (الإشارة) غير الطبيعية، وهذا الأخير ناتج عن خروج العملية عن نطاق السيطرة تحت تأثير أسباب خاصة.
عند تطبيقها بشكل صحيح، تعمل مخططات التحكم في Shewhart على فصل الضوضاء عن الإشارات بدقة من الناحية التشغيلية، مما يكشف عن التوقيع الفردي للمعدات وفشل العملية دون الحاجة إلى تعيين قيم حدودية وهمية. على سبيل المثال، تم الإبلاغ عن مشكلة تشير إلى نقص مثل هذه المعرفة من قبل OSyS (الأنظمة والحلول المحسنة، وهي شركة تابعة لشركة Rolls-Royce)، والتي تتخصص في توفير نظام دعم القرار (DSS) لمراقبة الأصول عالية القيمة وتحسينها:
"عند تحليل معلمات الأداء، واجه متخصصو OSyS حقيقة أنه يتعين عليهم إما تعيين قيم العتبة ضيقة جدًا، ومن ثم سيزداد عدد التنبيهات بشكل حاد، أو كانت القيم واسعة جدًا، ومن ثم تبين أن القيم الموجودة في التنبيه لم تستوف الحدود المطلوبة، إلا أن الأدوات التقنية والمعرفة ومهارات التحليل ساعدتهم في إنشاء توقيع فشل لجميع أنواع تدفقات البيانات التي يمكن أن تأتي من المعدات. "

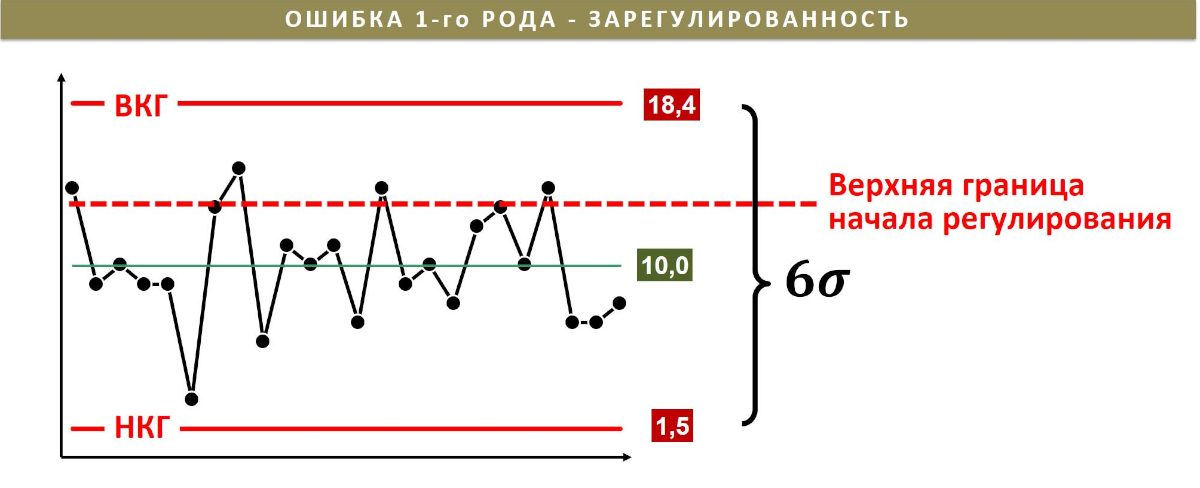
الشكل 3. ВКГ وНКГ - حدود التحكم العلوية والسفلية التي تم الحصول عليها عن طريق الحساب من تحليل البيانات التاريخية للعملية التي تم تحليلها مع التباين المتأصل فيها. الأدبيات: للحصول على قواعد إنشاء مخططات التحكم في Shewhart، راجع GOST R 50779.42-99 (ISO 8258-91) - [11.1] الطرق الإحصائية. مخططات التحكم شيوهارت.
يتجلى الخطأ من النوع الأول (الإفراط في التنظيم)، انظر الشكل 4، في شكل تدخل يدوي أو تلقائي مستمر في عملية تكون في حالة خاضعة للتحكم إحصائيًا، من خلال تنظيمها وفقًا للقواعد: 2 و3 و4 تجارب مع القمع، عندما يصل إلى حدود الطوارئ (حدود بدء التنظيم، القيم الحدية). في الأساس، فهو يستجيب للضوضاء الموجودة في البيانات كما لو كانت إشارة. تكون النقاط الواقعة ضمن حدود مخطط شيوهارت للتحكم متجانسة ولا تختلف عن بعضها البعض، على الرغم من الاختلاف الواضح في معنى هذه البيانات، إلا إذا امتدت هذه النقاط إلى ما هو أبعد من حدود التحكم أو شكلت هياكل تشير إلى وجود أسباب خاصة للتباين. غالبًا ما تسمى قواعد تحديد مثل هذه الهياكل في البيانات معايير المنطقة الغربية الكهربائية .
إن التدخل التفاعلي في عملية تكون في حالة يتم التحكم فيها إحصائيًا (لا يظهر أي دليل على أسباب خاصة للتباين) من خلال تنظيمها يؤدي إلى تباين أكبر (تشتت بيانات المخرجات حول القيمة المتوسطة) إذا كانت المساحة المعيشية للعملية تسمح بذلك أو إلى توزيع بيانات قريبة من التماثل ضمن حدود الاستجابة التلقائية إذا كان الحيز الحيز للعملية محدودا بهذه الحدود، مما يخفي الطبيعة الطبيعية للعملية عن المراقب، مما يعني أن احتمالات تحسين مثل هذه العمليات تقل بشكل كبير.
الشكل 4. خطأ من النوع الأول – الإفراط في التنظيم. يقع الحد الأقصى لبدء التنظيم من قبل المشغل أو الأتمتة ضمن حدود التحكم في العملية.
الخطأ من النوع الثاني، انظر الشكل 5، يتكون من تقاعس المشغلين (التحكم غير الكافي في العمليات الجارية)، عندما تترك العملية حالة إمكانية التحكم الإحصائي (تصبح غير قابلة للتنبؤ)، ولكنها لا تزال لم تتجاوز حدود التسامح القصوى المحددة لـ حدود الطوارئ (حدود بدء التنظيم، حدود الكميات). قد يكون الخطأ من النوع الثاني هو أي تفكير حول القدرات المحتملة لعملية تكون في حالة لا يمكن التحكم فيها إحصائيًا.
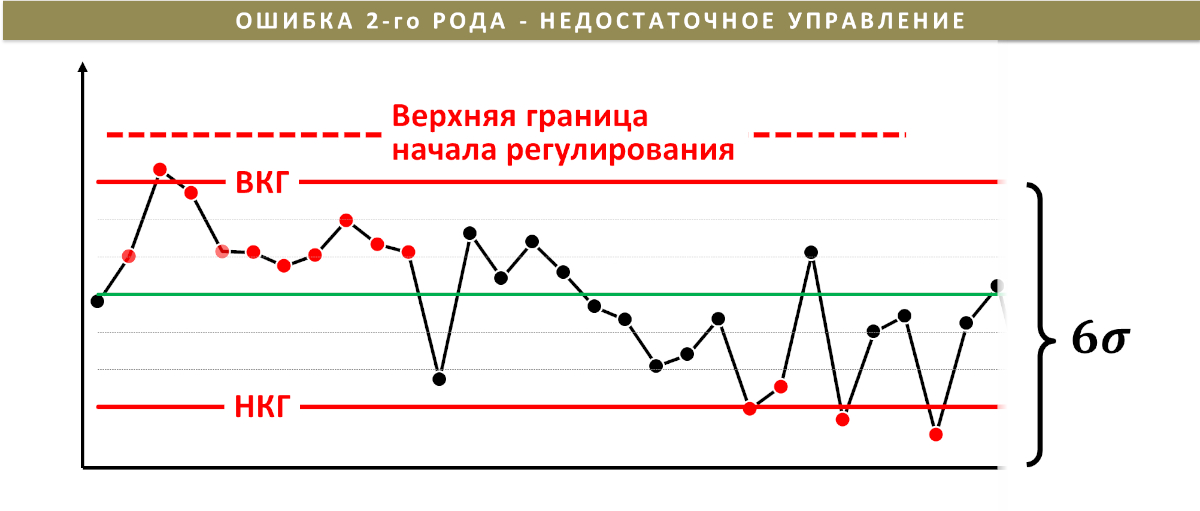
الشكل 5. خطأ من النوع الثاني - عدم كفاية التحكم (التقاعس). يقع الحد الأقصى لبدء التنظيم من قبل المشغل أو الأتمتة خارج (أعلى أو أسفل) حدود التحكم في العملية. لقد خرجت العملية عن السيطرة، لكن لا أحد يتفاعل معها.
تطبيق التحكم الآلي الكلاسيكي في أنظمة التحكم الآلي في العمليات، ووحدات التحكم PID ( وحدة التحكم المتناسبة والتكاملية والمشتقة )، يتجاهل المعرفة حول تقلب أي عمليات تكنولوجية، ولا يحل مشكلة أخطاء النوعين الأول والثاني. إن استخدام مثل هذه المنظمات الآلية أو التحكم اليدوي في العمليات يمكن أن يكون فعالاً فقط للعمليات التي تكون في حالة لا يمكن التحكم فيها إحصائيًا، انظر الشكل 5. ولكن على الأرجح، بسبب خطأ من النوع الثاني الذي أدخله مصممو نظام التحكم الآلي في العمليات و بسبب نقص المعرفة اللازمة بين التقنيين، لن يتم تطبيق التنظيم اللازم حتى تصل هذه العملية إلى حدود التنظيم.
إن عدم معرفة كيفية تقليل مخاطر ارتكاب الأخطاء من النوعين الأول والثاني يؤدي إلى خسائر وأحيانًا إلى عواقب وخيمة.
تم وصف خطأ أكثر واقعية من النوع الأول في المقالة: مفهوم التباين والتحكم في العمليات ، المؤلفون Netsvetaev A. G.، Rubanik Yu. تي، ميخالشينكو ف.
من أجل التشخيص التشغيلي (تحليل إمكانية التحكم الإحصائي، والقدرة على التنبؤ) للعملية واتخاذ التدابير اللازمة لها، وتجنب أخطاء النوعين الأول والثاني، يمكن استخدام البيانات "الصوتية" لأي عملية تكنولوجية، والتي يتم جمعها تلقائيًا أو يدويًا:
- أي مؤشرات أداء رئيسية، وكفاءة الشراء، والمبيعات، والتصميم، وصيانة المعدات، وما إلى ذلك؛
- بيانات عن مراقبة C&M الواردة، وإدارة جودة الموردين، وجودة المنتجات والمنتجات شبه المصنعة؛
- تكرار الأحداث (الحوادث، الحوادث)، أي بيانات عد (العيوب، الأعطال، عمليات الإغلاق غير المخطط لها، وما إلى ذلك)؛
- بيانات عن الحجم، الوزن، الخلوص، معدل التدفق، مستوى السائل، الاهتزاز (تشخيص الاهتزاز)، الضغط، درجة الحرارة، الرطوبة، تحليل الغاز، الموقع، السرعة، القوة، اللزوجة، الكثافة، الصلابة، النشاط الإشعاعي، الإضاءة، محتوى الغبار، التركيز، وجود وكمية الشوائب والتشخيص الثلاثي والحموضة والتلوث والقياسات الصوتية والقياسات الكهربائية والقياسات الأخرى.
الفصل [15] من الدليل التعليمي "تصميم أنظمة التحكم للإنتاج الآلي المرن" لجامعة تومسك بوليتكنيك مخصص لمهمة أنظمة التحكم الآلي في التشخيص التشغيلي لحالة المعدات التكنولوجية باستخدام مخططات التحكم في Shewhart.
خاتمة
لا تتجاهل طبيعة التباين. دمج الأساليب الذكية للتحكم في العمليات الإحصائية (التحكم في العمليات الإحصائية، SPC) في أنظمة التحكم الآلي في العمليات وأنظمة التحكم الآلي.