مفهوم التباين في التحكم في العمليات
المصدر: أزمة صناعة تعدين الفحم ونظرية الإدارة الحديثة Netsvetaev Alexander Glebovich ، Rubanik Yuri Timofeevich ، Mikhalchenko Vadim Vladimirovich / Kemerovo ، Kuzbassvuzdat ، 1998 ، 92 pp. ، ن 38
التعليق: المدير العلمي لمركز AQT سيرجي ب. غريغورييف .
حرية الوصول إلى المقالات لا تقلل بأي حال من الأحوال من قيمة المواد الموجودة فيها.
عند تطوير مخططات التحكم، حدد دبليو شوهارت هدف تحسين الجودة عن طريق تقليل التباين في العمليات التكنولوجية. طور دبليو إدواردز ديمنج فكرة دبليو. شوهارت، ووضعها كأساس لفلسفته الإدارية. لقد انطلق من حقيقة أن مبادئ الإدارة في الأنظمة الاجتماعية والتجارية تخضع لنفس قوانين التباين الموضوعية مثل العمليات في الأنظمة التقنية. أظهر الدكتور دبليو إدواردز ديمنج بشكل مقنع أنه لا يمكن الحديث عن الإدارة الفعالة دون فهم المفهوم الأساسي للتقلبية.
مفهوم التباين والتحكم في العمليات
تتضمن مشكلات التحكم في العمليات التكنولوجية عددًا كبيرًا من المواقف التي يكون من الضروري فيها اتخاذ قرارات بشأن تغيير معلمات العملية من أجل تحقيق قيمة المخرجات المطلوبة. على وجه الخصوص، يمكننا التحدث عن ضبط المعدات، وتغيير سرعة العملية، وتنظيم مستوى المخزون، وما إلى ذلك.
ومن السمات الأساسية لحالة من هذا النوع وجود قيمة مستهدفة معينة، في حين أن الشخص الذي يدير العملية يمكن أن يتخذ إجراءات تؤدي إلى تفاقم مؤشرات أداء العملية إذا لم تؤخذ طبيعة التغيرات المرصودة في الاعتبار.
دعونا نفكر في ذلك باستخدام مثال التحكم في تدفق الغاز في مؤسسة تنتج غاز الميثان من أصل حيوي. [وينلو أ. التفكير النظامي. وقائع المؤتمر السنوي الثامن لجمعية ديمنج البريطانية، 1995]. وكانت تكنولوجيا العملية على النحو التالي. تم وضع النفايات الحضرية في مساحة المحجر الملغومة، والتي تم تغطيتها بعد ذلك بطبقة من التربة. وتحت تأثير البكتيريا اللاهوائية بدأت عملية تحلل النفايات، والتي رافقها إطلاق غاز الميثان بكميات كافية لاستخدامه كمصدر إضافي للطاقة في إنتاج الطوب. تم تنظيم كمية الميثان التي تدخل عملية الإنتاج من قبل المشغل عن طريق فتح الصمام الموجود على خط أنابيب الغاز في اللحظات التي ينخفض فيها ضغطه عن قيمة معينة مطلوبة. أظهر مخطط التحكم في حجم الغاز المنتج أن العملية مستقرة، ولكنها تتميز بتشتت كبير للغاية (الشكل 1).
الشكل 1. مخطط التحكم في حجم الغاز (مقتبس من Winlow A. System Thinking. وقائع المؤتمر السنوي الثامن لجمعية ديمنج البريطانية، 1995.).
وقد اقترح أن السبب المحتمل للتقلب الزائد هو التدخل في عمل نظام مستقر. إن تنظيم تدفق الغاز عن طريق فتح المخمد في اللحظات التي ينخفض فيها ضغطه عن القيمة المتوسطة يمكن أن يؤدي إلى تنوع إضافي في العملية. تم إيقاف التدخل في العملية، وسرعان ما عادت إلى حالة جديدة، تتميز ليس فقط بتشتت أصغر بكثير، ولكن أيضًا بمتوسط أعلى لتدفق الغاز.
كشفت المزيد من الأبحاث عن طبيعة آلية "التأرجح" في النظام. نتيجة للتدخل في عملية توليد الغاز، تم قمع نشاط البكتيريا اللاهوائية بسبب تدفق الهواء المكثف في لحظات الفتح الإضافي لمثبط خط أنابيب الغاز.
يوضح المثال المدروس خطأً نموذجيًا في الممارسة الهندسية يرتبط بالتدخل في تشغيل نظام مستقر. في محاولة لتحسين الوضع، يتفاعل الشخص الذي يدير العملية مع الانحرافات الفردية، بينما يغفل حقيقة أن هذه الانحرافات قد تكون مظهرًا من مظاهر الخصائص النظامية. نتيجة لهذه الإجراءات، يزداد التباين في مخرجات النظام - يتأرجح النظام، ويتدهور عمله، وتنشأ خسائر إضافية (في هذه الحالة، يتم تنفيذ القاعدتين 2 و 3 من التجربة مع القمع والهدف . - ملاحظة سيرجي ب. غريغورييف).
تعليق
ردًا على اقتراح الأشخاص ذوي العقل الفضولي، الذين لم يكونوا كسالى جدًا لبناء مخطط تحكم، بعد أن قاموا مسبقًا برقمنة الرسم البياني من الشكل 3.4، أدلي بتعليقاتي على المقالة.
مخطط التحكم، انظر الشكل 2. لقد كشف بالفعل عن تغييرات في العملية (عدم الاستقرار تحت تأثير أسباب خاصة)، لكن مؤلفي المقال لم ينتبهوا إلى ذلك وأبلغوا عن حالة مستقرة للعملية، مشيرين فقط إلى "بشكل مفرط" مبعثر كبير." ما الذي يعنيه "التشتت الكبير للغاية" بالنسبة لهذه العملية، مقارنة بما هو مفرط، ليس واضحًا التعريف التشغيلي "مُبَالَغ فيه".
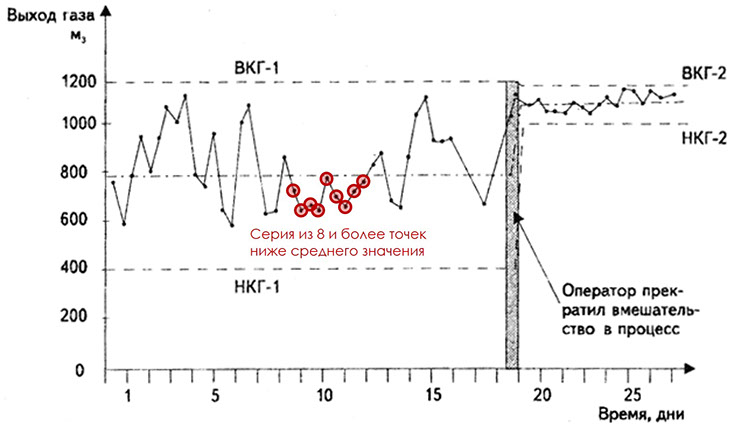
الشكل 2. مخطط التحكم في حجم الغاز وفقًا للشكل 1. مع النقاط المميزة التي تشير إلى تغييرات ذات دلالة إحصائية (جديرة بالملاحظة) في النظام تحت تأثير أسباب خاصة. وأكد مخطط mR للنطاقات المتحركة خروج النظام من حالة الاستقرار عند نفس النقاط.
وكان على مؤلفي التحليل أن يفهموا الأسباب الخاصة التي أدت إلى تعطيل الحالة المستقرة للعملية عند النقاط 20-28 (محاطة بدائرة باللون الأحمر). حتى مع الأخذ في الاعتبار أنه مع التأخير، يكون البحث عن أسباب خاصة معقدًا دائمًا. وكان الانخفاض الكبير في التباين المرئي للعين المجردة في هذا القسم من البيانات قد أثار اهتمام المؤلفين بدراسة ظروف العملية، مع وجود علامات على حالة أفضل للعملية، من حيث التباين. ماذا حدث هناك، ما هي الإجراءات التي تم اتخاذها أو، على العكس من ذلك، لم يتم اتخاذها فيما يتعلق بالعملية، ماذا حدث للمدخلات فيها؟
ربما تكشف مثل هذه الدراسة عن وجود ارتباط مع انخفاض تدخل المشغل في ضبط فتح المخمد. لن يضطر المؤلفون إلى تخمين أسباب التقلبات العالية "المفرطة" وإجراء تجارب خطيرة على العملية التكنولوجية.
إن التدخل المستمر للمشغل (أو الأتمتة) في التحكم في عملية مستقرة يزيد في الواقع من انتشار البيانات ويتطلب تكاليف تنظيم أعلى بكثير (تكرار التعديلات، وخوارزميات الإجراءات المفهومة، والنشاط المعرفي غير الضروري للمشغل) مقارنة بالمراقبة البسيطة استخدام مخططات التحكم في Shewhart لعملية في حالة يتم التحكم فيها إحصائيًا باستخدام مخططات التحكم Shewhart.
من المهم أن نفهم أن هدف التحسين المستمر للعملية يعني، أولاً وقبل كل شيء، إذا كانت العملية في حالة غير مستقرة إحصائيًا (غير متوقعة)، تحديد الأسباب الخاصة التي تؤثر عليها، والقضاء عليها، وإذا كان من المستحيل القضاء عليها، التقليل منها تأثيرهم على العملية لجعلها في حالة يمكن التنبؤ بها. ولاية. أو على العكس من ذلك، إذا كانت العملية تحت تأثير أسباب خاصة في حالة أفضل من وجهة نظر أهدافها، فأخذ هذه الأسباب في الاعتبار واجعلها أسبابًا نظامية (عامة). فقط بعد وصول العملية إلى حالة مستقرة، يمكن البحث عن حلول واتخاذ التدابير لتقليل تقلب العملية التي يمكن التنبؤ بها، مما سيعطي الحق في مراعاة البيانات التي تم الحصول عليها نتيجة لهذه التدابير. وليس لأن التباين بدا لشخص ما "مفرطًا"، ولكن لأن تقليله يؤدي دائمًا إلى تحسين العملية نفسها. علاوة على ذلك، فإن عملية إطلاق الغاز التي تم تناولها في المقالة قد أظهرت بالفعل في الماضي حالات أفضل من حيث حجم انتشار البيانات (النقاط 20-28، محاطة بدائرة باللون الأحمر)، على الرغم من أن متوسط إطلاق الغاز أقل بكثير من ذلك الذي تم تحقيقه من قبل مؤلفي المقال في نهاية التجربة.
بالمناسبة، عادة ما يكون تحويل متوسط العملية المستقرة نحو القيمة المستهدفة أسهل بكثير من تقليل تقلباتها. انظر الحل المفتوح الذي يشرح هذا البيان: الطرق الصحيحة والخاطئة لاستخدام مجالات التسامح. هل يجب فرز المنتجات وفقًا لهوامش التسامح بين المنتجات المعيبة وغير المعيبة، أم يجب أن نحاول تخصيص العملية؟
لماذا نشرنا هذا المقال إذا كان طول الملاحظات عليه يتناسب مع المقال نفسه؟
لقد قام مؤلفو المقال بعمل مهم في إيصال فعالية استخدام المعرفة الجديدة حول طبيعة التباين في تحسين الجودة وتحسين العمليات والأنظمة.