الطرق الصحيحة والخاطئة لاستخدام مجالات التسامح. هل يجب فرز المنتجات وفقًا لهوامش التسامح بين المنتجات المعيبة وغير المعيبة، أم يجب أن نحاول تخصيص العملية؟
مقال: [26] دونالد جي ويلر: "الطرق الصحيحة والخاطئة لاستخدام المواصفات. الفرز أم التعديل؟"
الترجمة والملاحظات والمواد الرسومية الإضافية مع التوضيحات: المدير العلمي لمركز AQT
سيرجي ب. غريغورييف
باستخدام المواد التي قدمها له دونالد ويلر.
حرية الوصول إلى المقالات لا تقلل بأي حال من الأحوال من قيمة المواد الموجودة فيها.
في هذه المقالة، سنلقي نظرة على تاريخ مجالات التسامح والغرض منها، وسننظر في طريقتين شائعتين لاستخدامهما عمليًا. وباستخدام أمثلة بسيطة سأوضح الطرق الصحيحة والخاطئة لاستخدام حقول التسامح (المواصفات).
ملاحظة سيرجي ب. غريغورييف: توضح المقالة بشكل واضح أن التعديل التشغيلي للعملية من قبل مشغل الآلة بالنسبة لحقول التسامح يكون منطقيًا فقط بالنسبة للعمليات غير المستقرة و/أو غير المتمركزة في مجال التسامح، في حين أن تصحيح المستقر و وتؤدي العمليات المركزة في مجال التسامح إلى قدر أعظم من التباين (انتشار أكبر للبيانات حول المتوسط)، وهو ما يحرم العاملين من فهم "ماذا يحدث؟" عندما يحاول تحسين جودة الأجزاء التي ينتجها.
صوت الزبون
منذ حوالي 220 عامًا، ابتكر إيلي ويتني محلجًا للقطن بأجزاء قابلة للاستبدال. كان استخدام الأجزاء القابلة للتبديل بمثابة طفرة تكنولوجية في ذلك الوقت. بعد وقت قصير من نجاحه في محلج القطن، تلقى ويتني عقدًا لتزويد الجيش الأمريكي ببنادق بها أجزاء قابلة للتبديل. وفي محاولته إنتاج عدد كبير من الأجزاء بحيث يمكن استخدامها بالتبادل، اكتشف على الفور حقيقة تطارد كل إنتاج منذ ذلك الحين: لا يوجد شيئين متشابهين.
لذلك، بدلًا من جعل الأشياء متماثلة، كان عليهم أن يكتفوا بجعلها متشابهة. بمجرد قبولهم لهذا، نشأ السؤال على الفور: "ما مدى تشابه الأجزاء بدرجة كافية؟" وفي محاولة للإجابة على هذا السؤال تم وضع الشروط الفنية (مجالات التسامح، المواصفات). كان من الواضح أنه يمكن التسامح مع الانحرافات الطفيفة حيث ستظل الأجزاء تعمل. ومع ذلك، مع زيادة الاختلافات، سيأتي وقت يكون فيه التخلص من الجزء أرخص من محاولة استخدامه. وكانت حقول التسامح (المواصفات) تهدف إلى تحديد نقطة وقف الخسارة هذه.
قبل مائتي عام، كان اقتصاد الإنتاج الضخم عظيماً إلى الحد الذي جعل من الممكن تحمل كميات كبيرة من النفايات. بحلول أربعينيات القرن التاسع عشر، تم اختراع أداة القياس (التمرير والفشل). بحلول ستينيات القرن التاسع عشر، تطور هذا إلى "مقياس عدم الذهاب" الذي سمح بفرز كميات كبيرة من الأجزاء اقتصاديًا إلى أجزاء جيدة وسيئة. ولا تزال هذه التقنية التي تعود إلى ستينيات القرن التاسع عشر قيد الاستخدام حتى اليوم. تم إنشاء حقول التسامح لفصل المنتج المقبول عن المنتج غير المقبول. عندما يحتوي تدفق المنتج على عناصر غير مطابقة يمكن تحديدها عن طريق الاختبارات غير المدمرة، فإن استخدام الاختبار بنسبة 100 بالمائة يظل استراتيجية معقولة عندما يمكن القيام به بطريقة مجدية اقتصاديًا. بمجرد حرق الخبز المحمص، ما الذي يمكنك فعله إلى جانب تنظيف القطع المحروقة؟
مثال
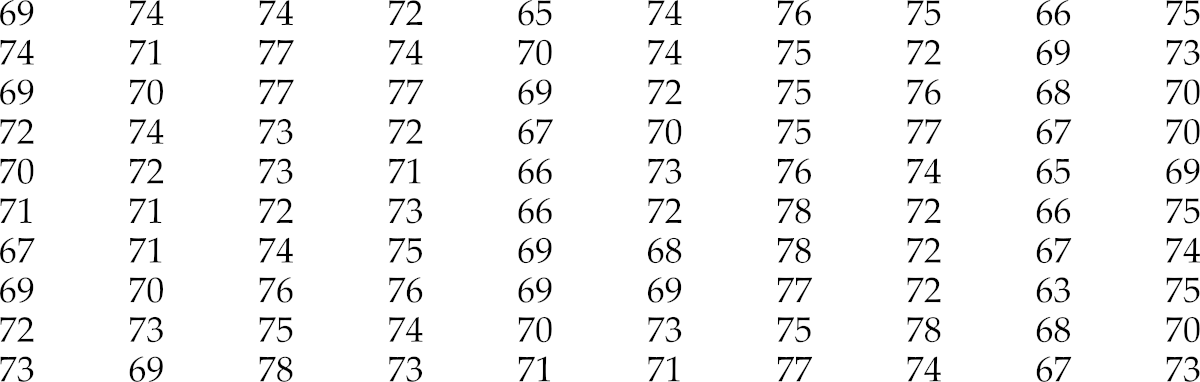
يوضح الشكلان 1 و 2 قيم الاختبار النهائية الـ 100 بالإضافة إلى الرسم البياني الخاص بها وخريطة Shewhart X للقيم الفردية. هذه القيم مستمدة من عملية التصنيع في أحد مصانع عملائي. تتراوح نطاقات التسامح لهذه القيم من 67 إلى 71. ويظهر الرسم البياني أن هذه العملية لها عائد بنسبة 34 بالمائة فقط، بينما توضح خريطة X أن هذه العملية تعمل بشكل غير متوقع. يسمح لنا هامش التسامح بالتمييز بين العناصر المطابقة وغير المطابقة، ولكن العائد بنسبة 34 بالمائة أمر غير مقبول.
هل تحتاج إلى القيام بشيء ما؟
أحد الإجراءات الشائعة هو محاولة تحسين المخرجات عن طريق إجراء التعديلات المناسبة على العملية. لنفترض أنه يمكننا ضبط العملية بعد كل نتيجة قياس للجزء المحدد للفحص (الاختبار) وأن كل تعديل سيؤثر على المنتجات اللاحقة المنتجة. سوف نستخدم حدود التسامح 67 و 71 لتحديد المنطقة الميتة لتعديلاتنا. أي أننا لن نقوم بتعديل العملية إلا عندما نتلقى نتيجة اختبار غير مناسبة. على سبيل المثال، إذا كانت لدينا نتيجة اختبار تبلغ 65، فسنقوم بتعديل العملية بمقدار 4 لاستهداف العملية بمتوسط قيمة تسامح تبلغ 69، وإذا كانت لدينا نتيجة اختبار تبلغ 75، فسنقوم بضبط العملية لأسفل بمقدار 6. ومع ذلك، إذا كانت نتيجة الاختبار لدينا هي 67 أو 68 أو 69 أو 70 أو 71، فلن نقوم بإجراء أي تغييرات على هذه العملية. سوف نسمي هذا النوع من التعديل أيضًا "P-controller".
يمكنك تنزيل البيانات الموجودة في القائمة التي تم فرزها بتنسيق CSV لإنشاء مخطط التحكم XmR الخاص بك: تحميل .
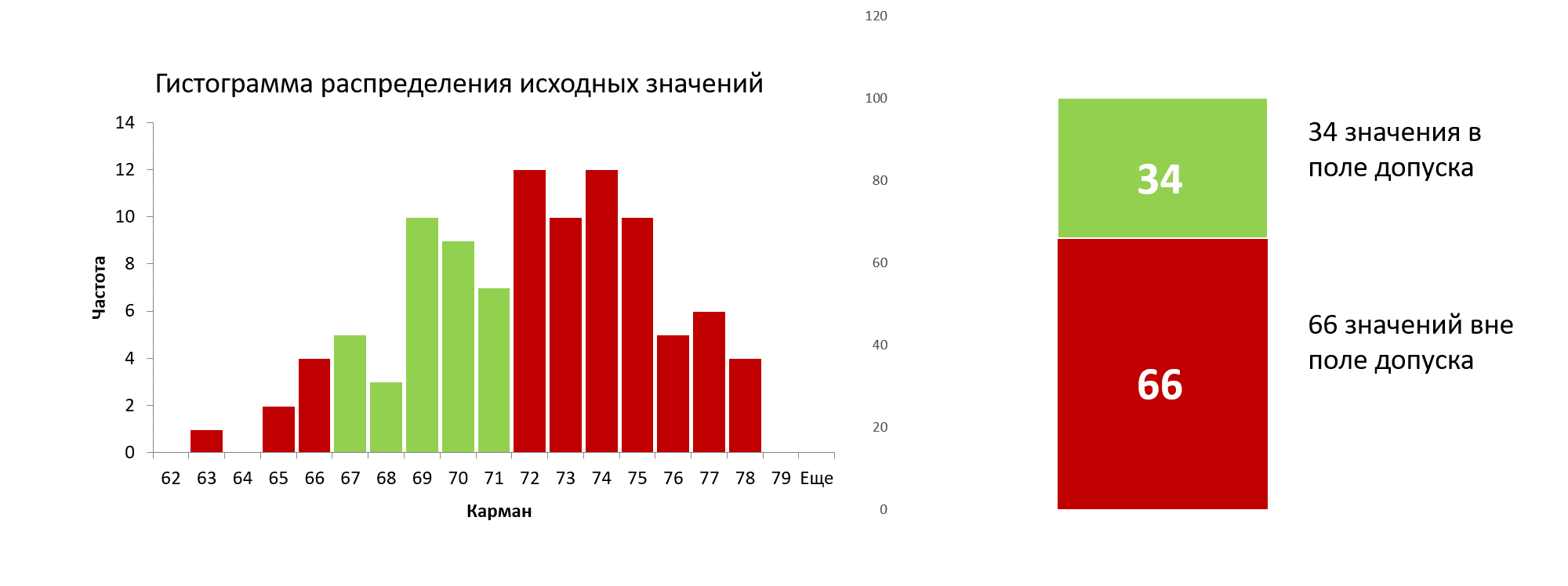
الشكل 1: رسم بياني لتوزيع 100 قيمة أولية لعملية غير مستقرة وسيئة التركيز قبل التعديل.
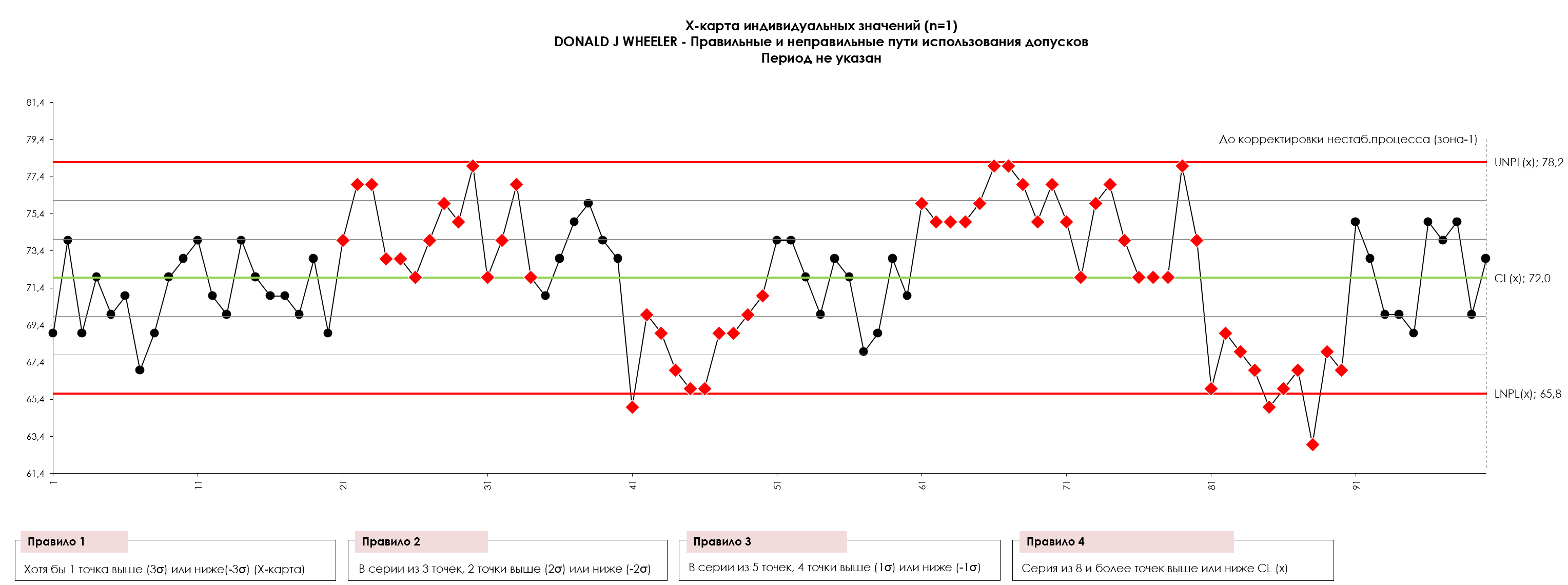
الشكل 2: خريطة X للقيم الفردية (صوت العملية) 100 قيمة أولية لعملية غير مستقرة وضعيفة التركيز قبل تصحيح المشغل. الخطوط الحمراء، على التوالي، هي الحدود الطبيعية العلوية والسفلية للعملية، والخط الأخضر هو الخط المركزي (المتوسط) للعملية. النقاط الحمراء (سلسلة من النقاط) هي إشارات لوجود أسباب خاصة، تشير إلى حالة العملية التي لا يمكن السيطرة عليها إحصائيًا. تم إعداد الرسم باستخدام أدواتنا المطورة "مخططات التحكم في Shewhart PRO-Analyst + AI (لأنظمة التشغيل Windows وMac وLinux)" .
يوضح الشكل المتحرك 2 أدناه كيف سيعمل إجراء الضبط مع البيانات الأصلية في الشكل 1. على سبيل المثال، لن تؤدي القيمة الأولية البالغة 69 إلى تعديل القيم اللاحقة. القيمة الثانية البالغة 74، بالإضافة إلى تعديل صفري للقياس السابق، تؤدي إلى قيمة معدلة تبلغ 74. وينتج عن ذلك تعديل قدره -5 إلى هدف العملية وهو 69. القيمة الثالثة 69 بالإضافة إلى تعديل القياس السابق البالغ - 5 يعطي قيمة ثالثة معدلة تبلغ 64. وينتج عن ذلك تعديل +5 لقيم العملية التالية، وما إلى ذلك.
الشكل 3: تم تصحيح الرسوم المتحركة للقيم الأولية الـ 100 المتغيرة كعملية غير مستقرة وسيئة التركيز. USL هو الحد الأعلى للتسامح، والهدف هو القيمة الاسمية لحقل التسامح، وLSL هو الحد الأدنى لحقل التسامح.
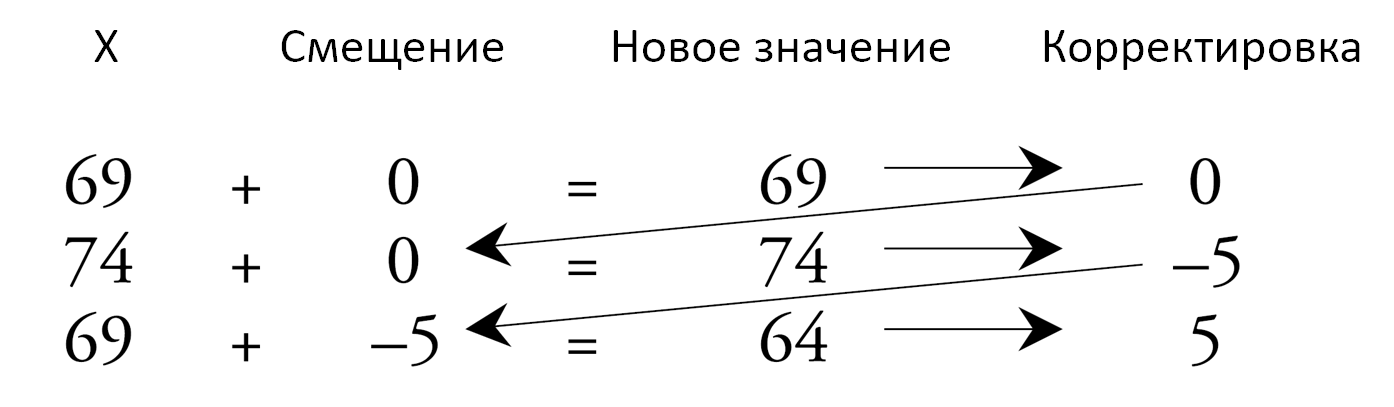
الشكل 4: قاعدة ضبط العملية عن طريق قياس الجزء "المعيب".

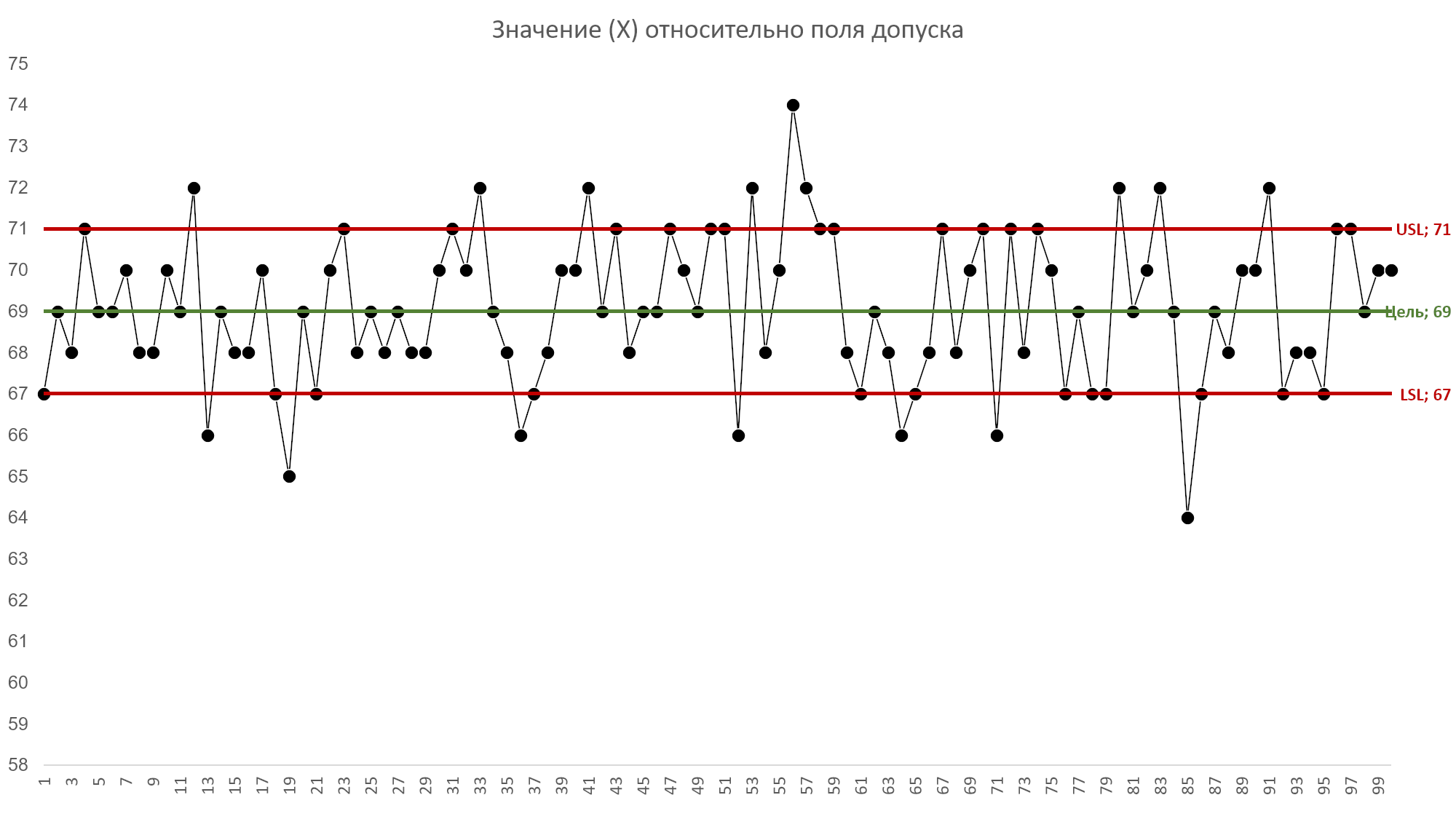
الشكل 5: رسم بياني لـ 100 (مائة) قيمة أولية قبل ضبط عملية غير مستقرة وسيئة التركيز ضد حقول التسامح (صوت العميل). USL هو الحد الأعلى للتسامح، والهدف هو القيمة الاسمية لحقل التسامح، وLSL هو الحد الأدنى لحقل التسامح.
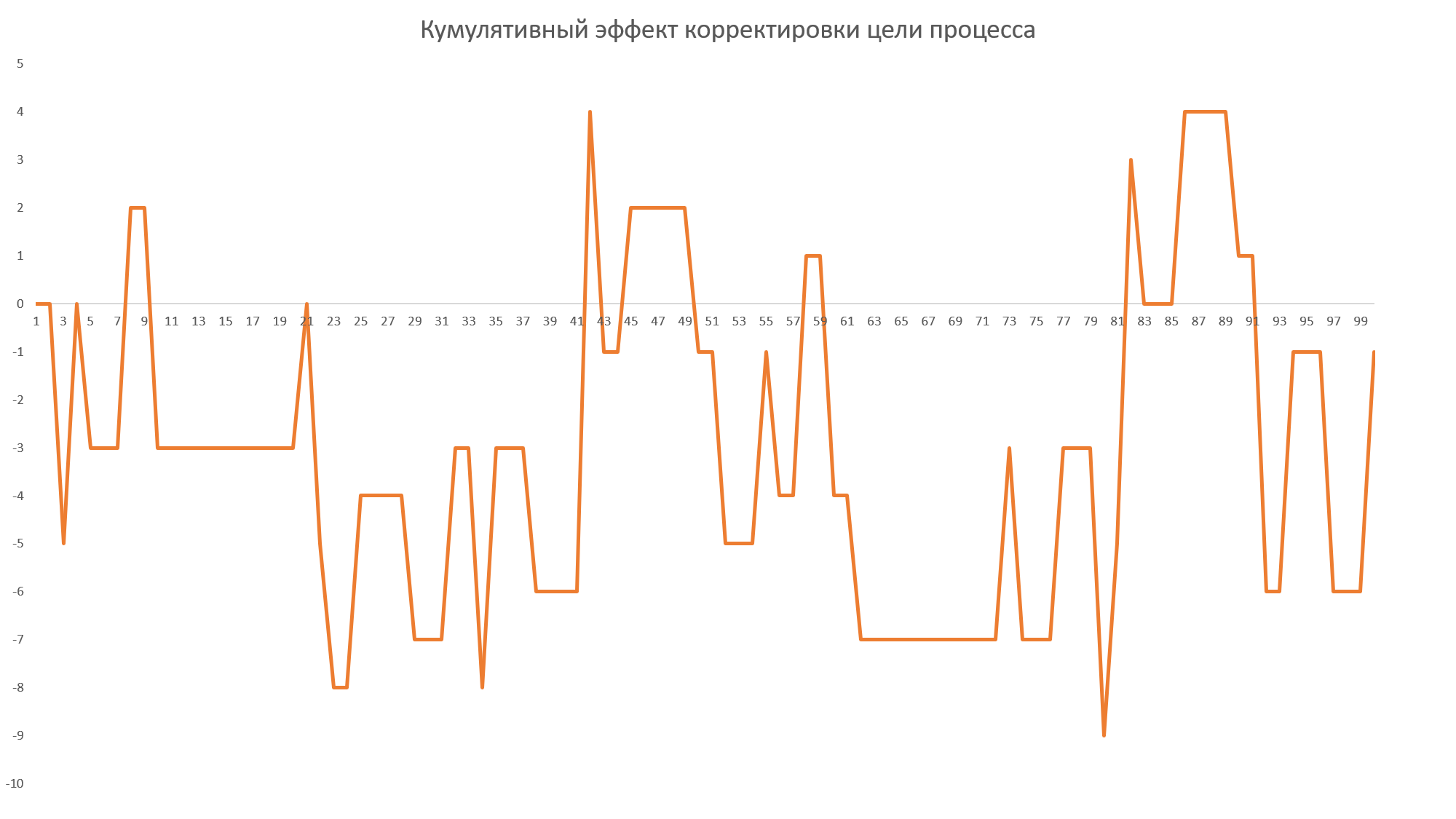
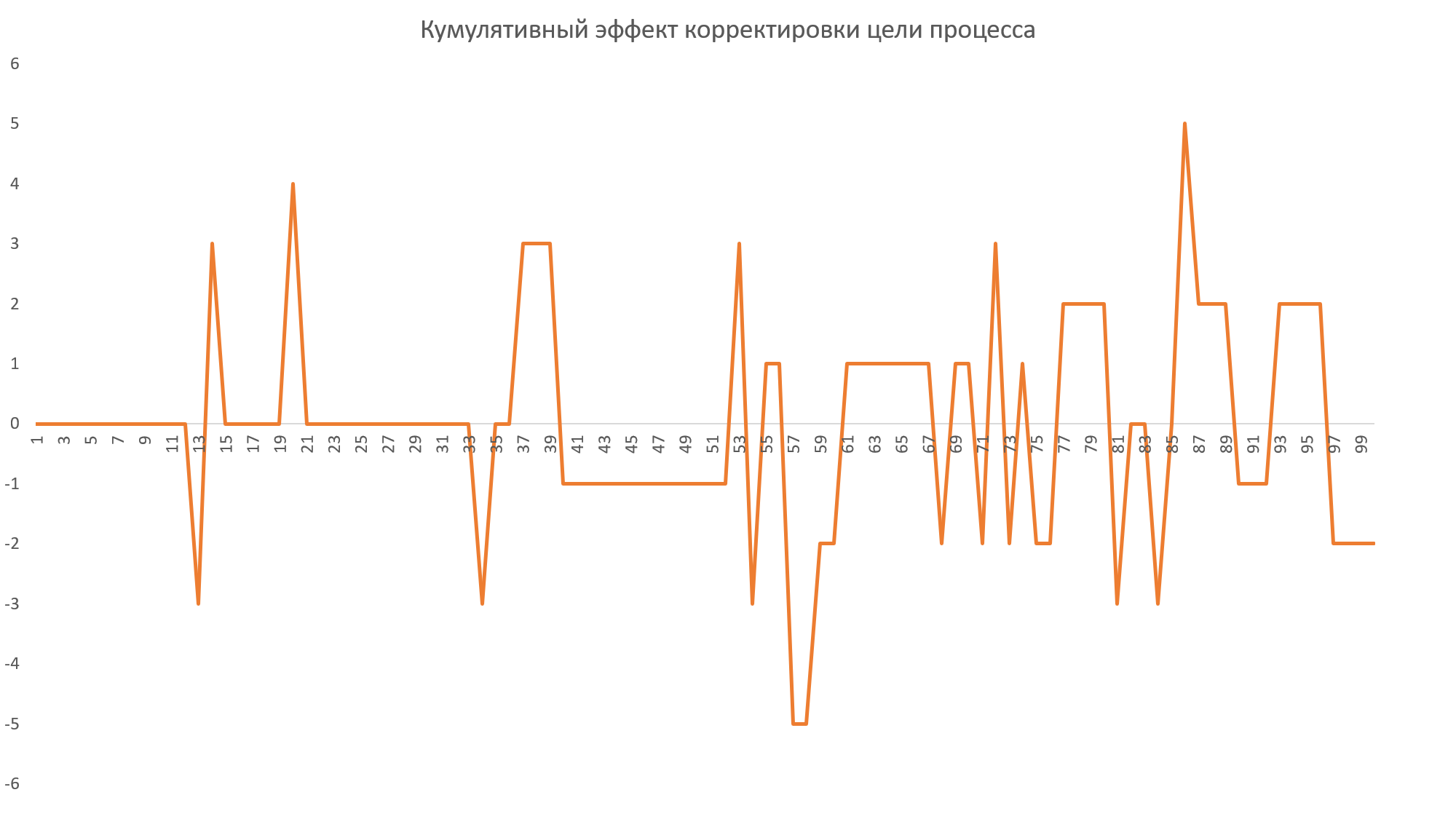
الشكل 6: التأثير التراكمي لضبط عملية غير منضبطة وسيئة التركيز.
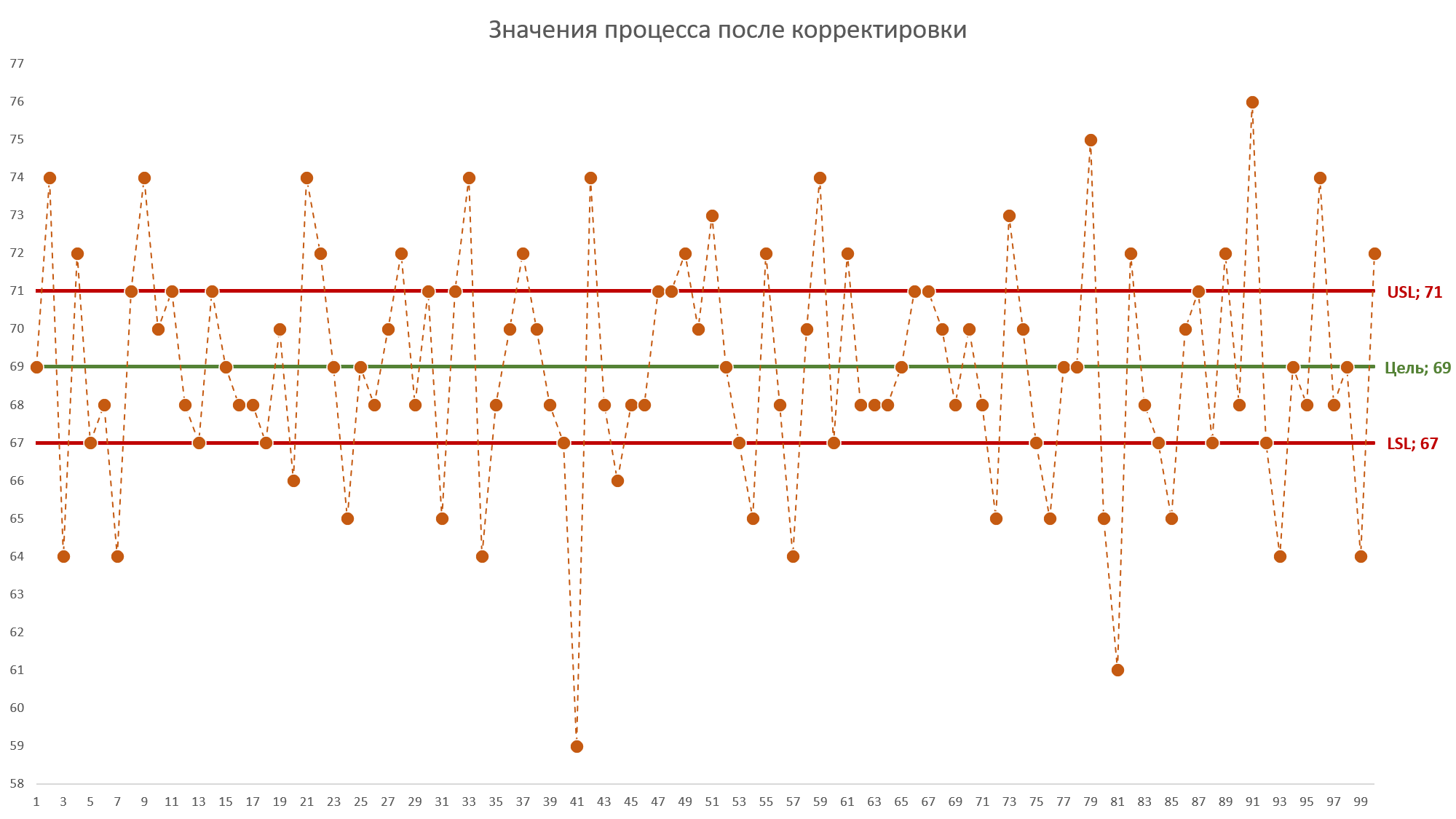
الشكل 7: البيانات الناتجة من عملية غير منضبطة وسيئة التركيز بعد التحويل بواسطة وحدة تحكم P باستخدام نطاقات التسامح كنطاق ميت. USL هو الحد الأعلى للتسامح، والهدف هو القيمة الاسمية لحقل التسامح، وLSL هو الحد الأدنى لحقل التسامح.
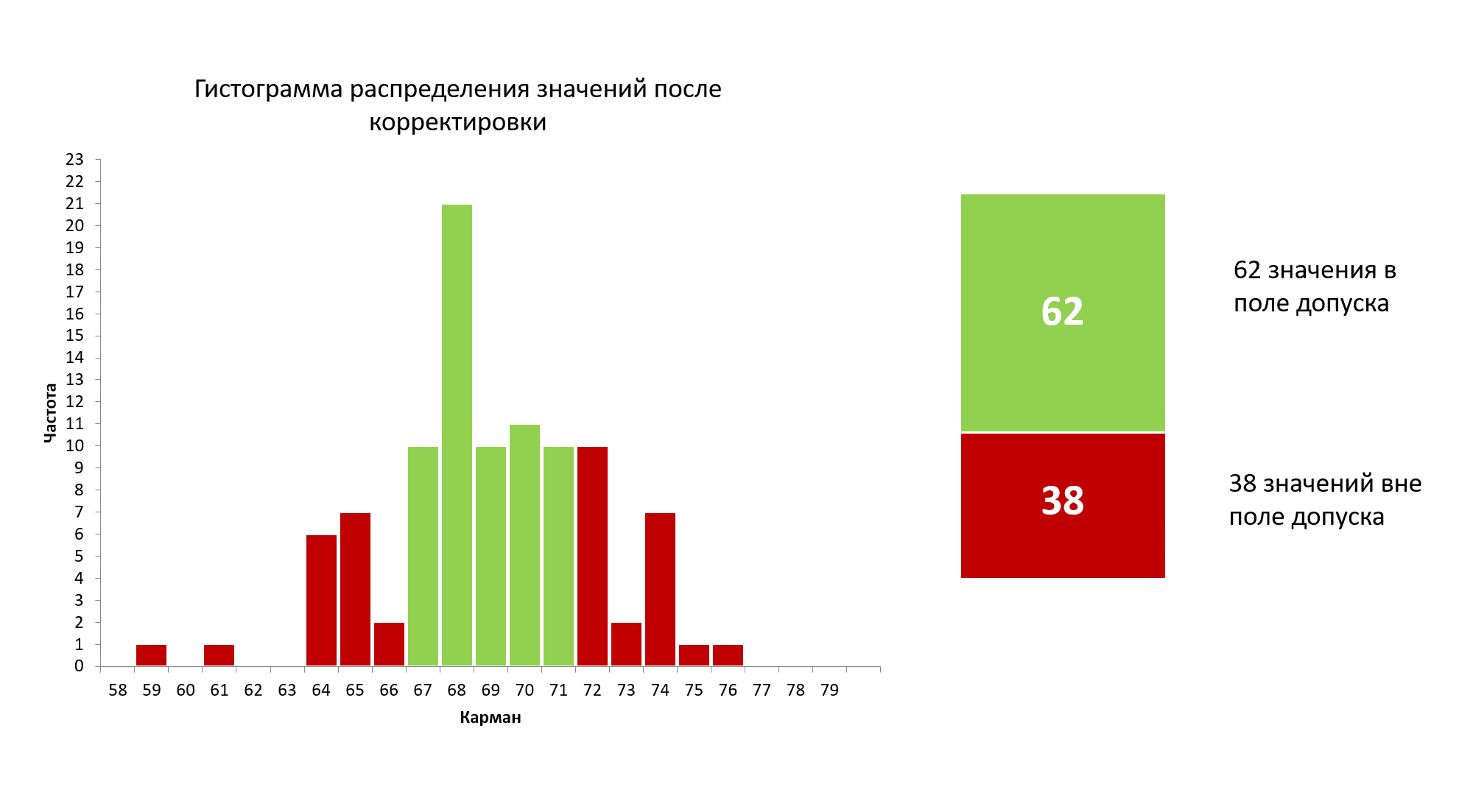
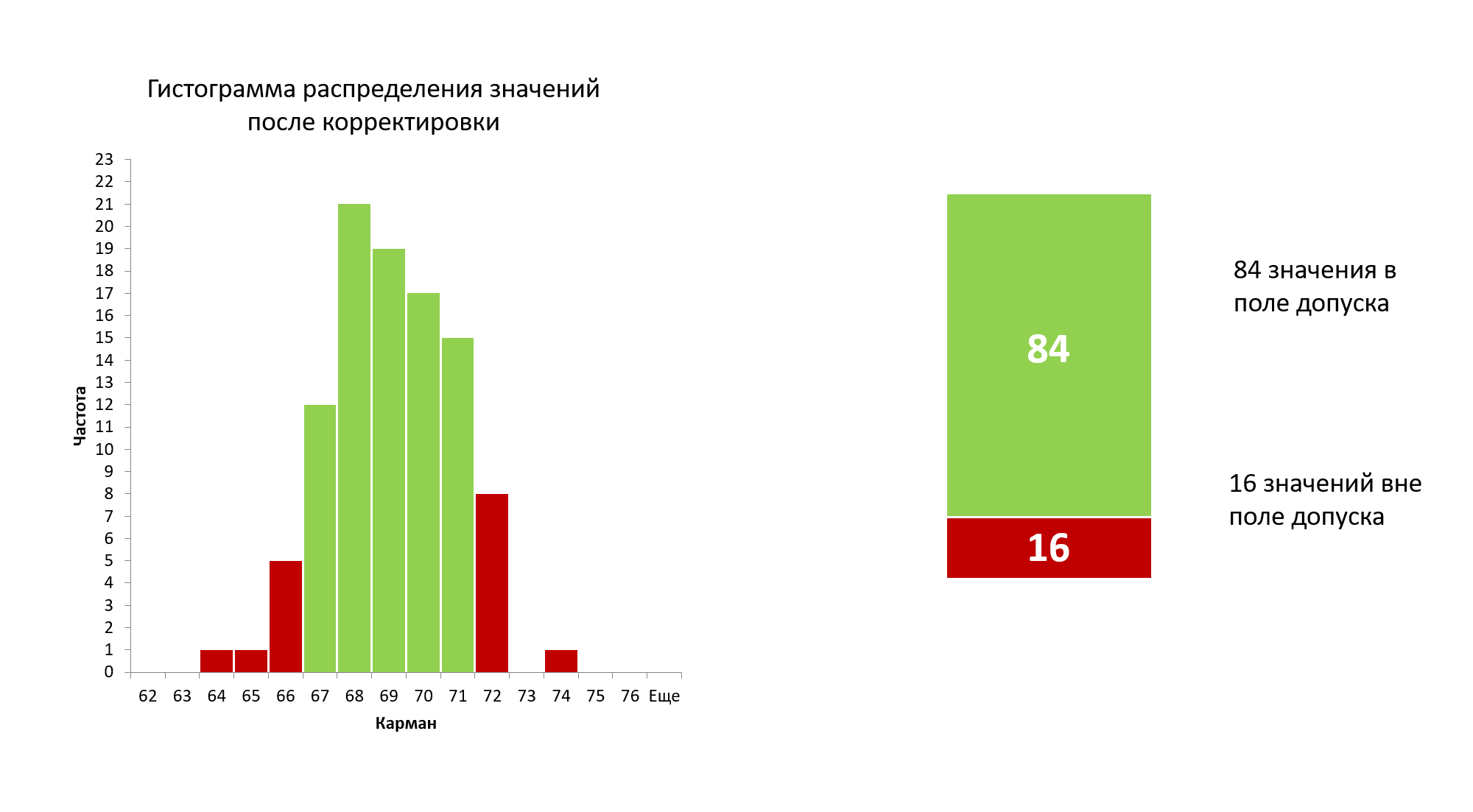
الشكل 8: رسم بياني لتوزيع 100 قيمة جديدة بعد التصحيح لعملية غير مستقرة وسيئة التركيز.
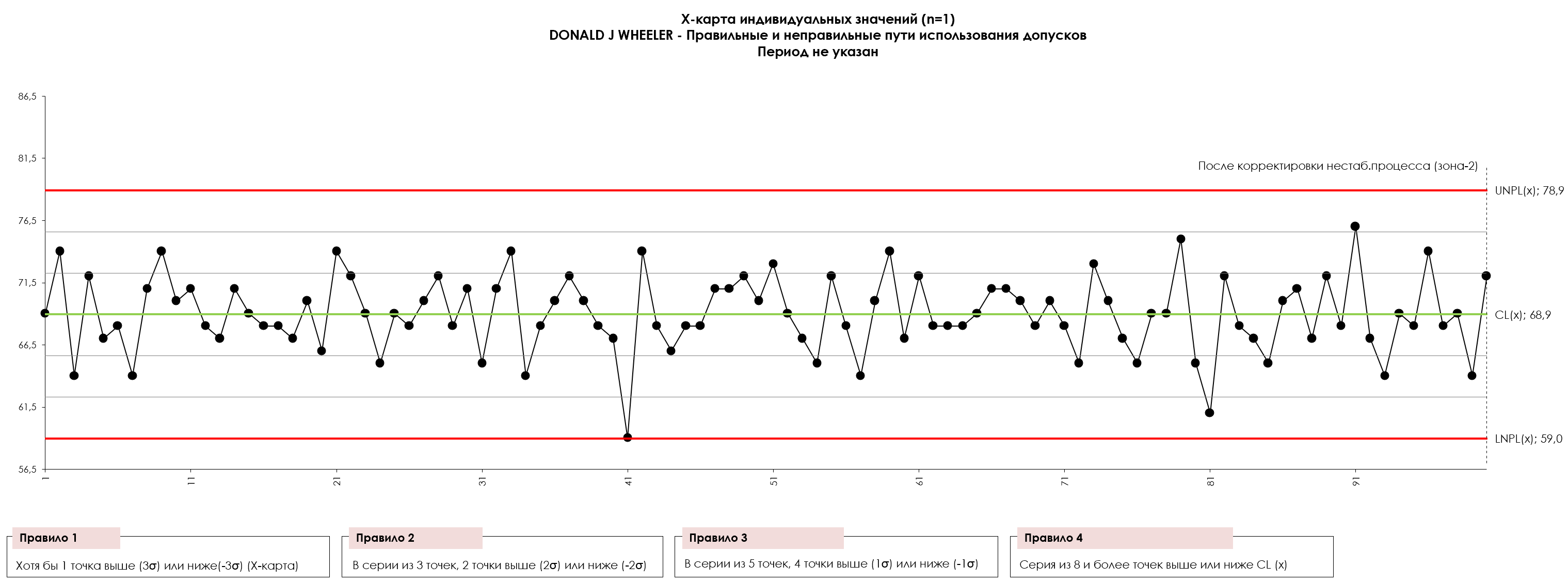
الشكل 8.1: خريطة X للقيم الفردية (صوت العملية) 100 قيمة بعد تصحيح المشغل للعملية غير المستقرة والمتحيزة (غير المركزية) الموضحة في الشكل 2. توضح حالة مستقرة إحصائيًا. تم إعداد الرسم باستخدام أدواتنا المطورة "مخططات التحكم في Shewhart PRO-Analyst + AI (لأنظمة التشغيل Windows وMac وLinux)" .
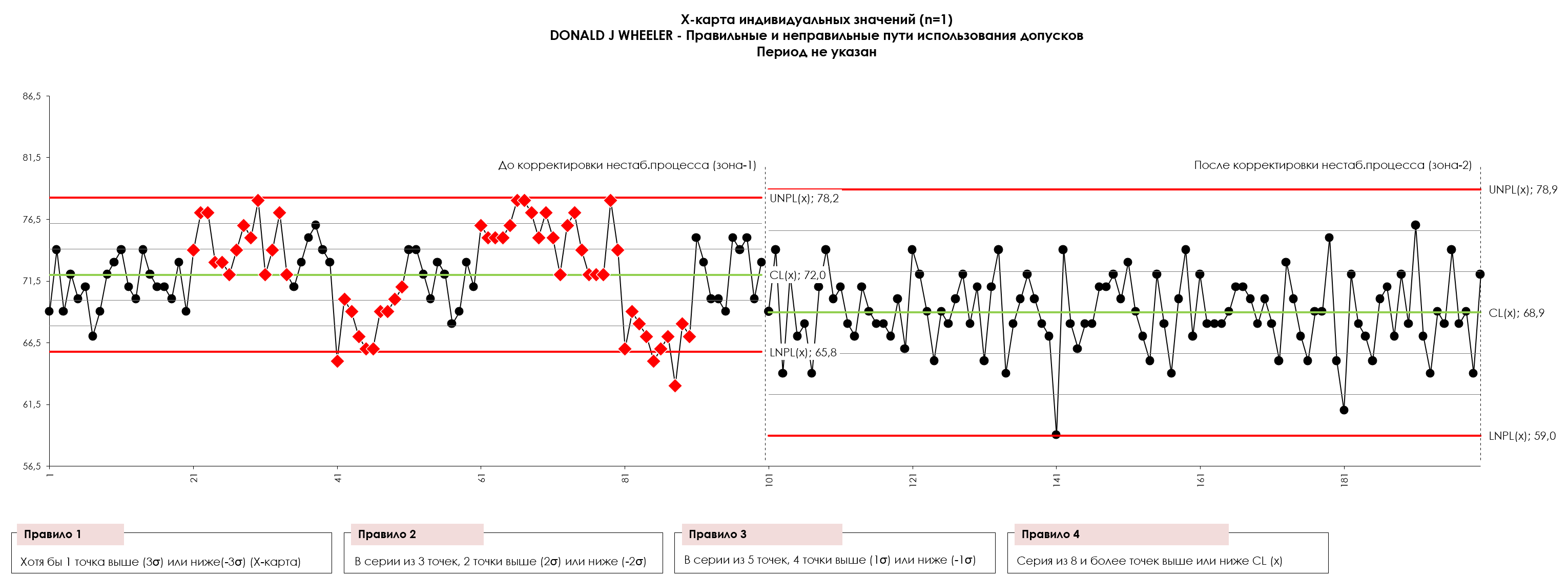
الشكل 8.2: خريطة X للقيم الفردية (صوت العملية) لـ 100 قيمة قبل (المنطقة 1) وبعد تصحيح (المنطقة 2) لعملية غير مستقرة ومتحيزة (غير مركزية) توضح استقرارًا إحصائيًا ولاية. تم إعداد الرسم باستخدام أدواتنا المطورة "مخططات التحكم في Shewhart PRO-Analyst + AI (لأنظمة التشغيل Windows وMac وLinux)" .
فكيف تعاملنا؟ أدى استخدام وحدة التحكم P لحدود التسامح لتحديد المنطقة الميتة إلى زيادة الإنتاجية من 34 بالمائة إلى 62 بالمائة. تحسن مثير للإعجاب للغاية. حدث هذا لأن هذه العملية لم تكن مركزة في منطقة التسامح وتم التحكم فيها بشكل غير متوقع. ونتيجة لهذين الجانبين من البيانات المبينة في الشكل 2، كانت هناك حاجة بالفعل إلى العديد من التعديلات الاثنين والثلاثين (32) للتحسين، وبالتالي تحسن أداء وحدة التحكم P.
ومع ذلك، لم يكن العائد الذي بلغ 62 بالمائة هو كل ما كانت العملية قادرة على تحقيقه. كان يمكن أن تكون أفضل. بمجرد أن حددنا الأسباب الخاصة للتباين الاستثنائي الموضح في الشكل 2 واتخذنا خطوات للتحكم في تلك الأسباب الخاصة في الإنتاج، انتهى بنا الأمر إلى العملية الموضحة في الشكل 9 (أدناه).
الشكل 9: رسم بياني لتوزيع 100 قيمة جديدة بعد إزالة أسباب التباين الخاصة التي تم تحديدها مسبقًا.
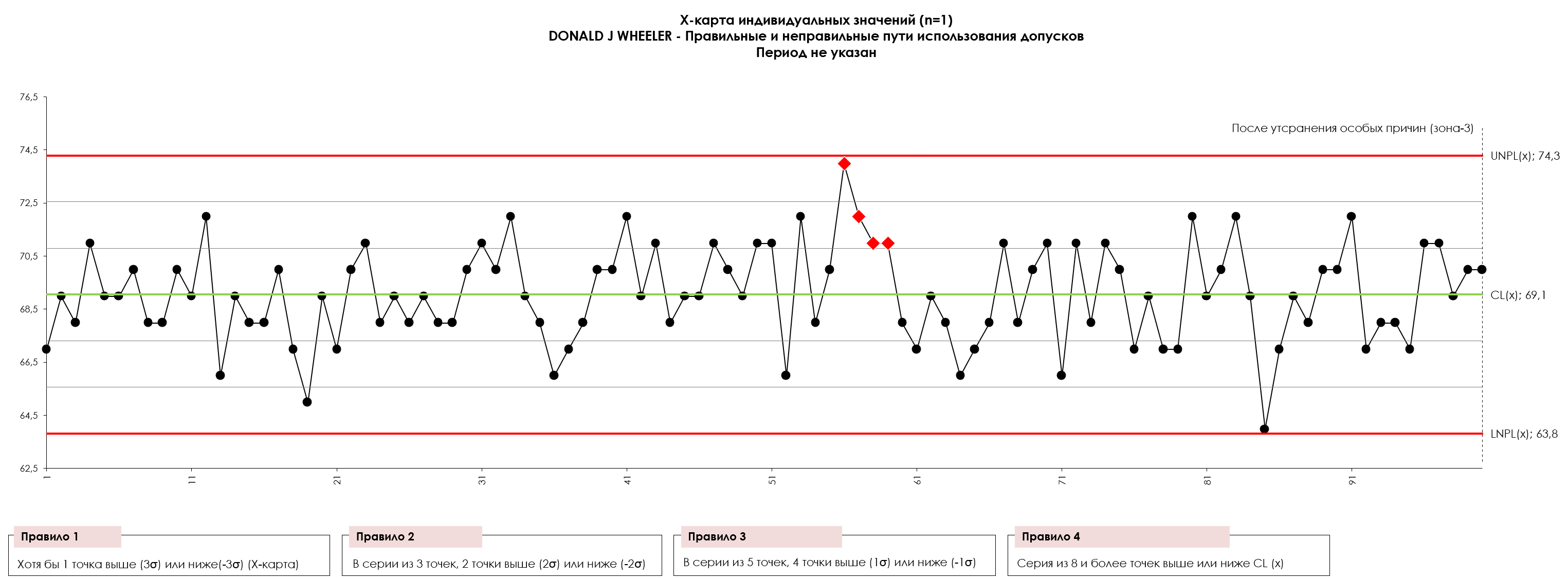
الشكل 10: خريطة X للقيم الفردية (صوت العملية) 100 قيمة. العملية في الشكل تعمل بشكل متوقع تمامًا. تم القضاء على الأسباب الخاصة للتباين التي ظهرت سابقًا، باستثناء سلسلة من النقاط 55، 56، 57، 58، 59، 60 والتي من المحتمل أن تظهر فيها أسباب خاصة جديدة للتباين. UNPL هو الحد الأعلى للتحكم الطبيعي في العملية، LNPL هو الحد الأدنى للتحكم الطبيعي في العملية، CL هو الخط المركزي (المتوسط). تم إعداد الرسم باستخدام أدواتنا المطورة
"مخططات التحكم في Shewhart PRO-Analyst + AI (لأنظمة التشغيل Windows وMac وLinux)"
.
ملاحظة: Sergey P. Grigoryev: يمكنك تنزيل بيانات العملية المستقرة في قائمة مرتبة بتنسيق CSV لإنشاء مخطط تحكم XmR بشكل مستقل:
تحميل
.
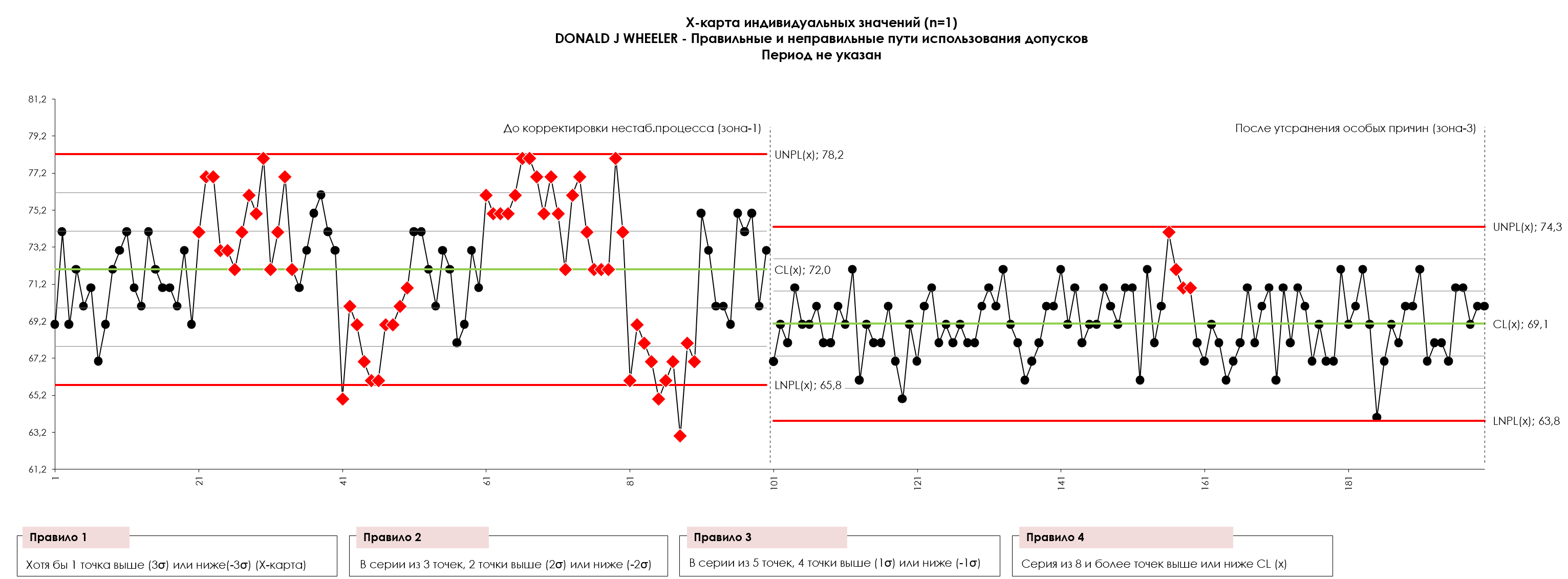
الشكل 10.1: خريطة X للقيم الفردية (صوت العملية) لـ 100 قيمة قبل إزالة الأسباب الخاصة للتباين في عملية غير مستقرة (المنطقة 1) وبعدها (المنطقة 3). UNPL هو الحد الأعلى للتحكم الطبيعي في العملية، LNPL هو الحد الأدنى للتحكم الطبيعي في العملية، CL هو الخط المركزي (المتوسط). تم إعداد الرسم باستخدام أدواتنا المطورة "مخططات التحكم في Shewhart PRO-Analyst + AI (لأنظمة التشغيل Windows وMac وLinux)" .
وعندما بدأوا في إدارة هذه العملية بشكل يمكن التنبؤ به وتحقيق هدفها (قيمة التسامح)، ارتفع إنتاجهم إلى 84 في المائة. هذه هي الإمكانات الكاملة لهذه العملية في وضعها الحالي. إن تحقيق عائد بنسبة 84% ليس هدفًا مستحيلًا، ولكنه ببساطة ما تستطيع العملية إنتاجه عند التشغيل بكامل إمكاناتها. سيعمل العمل التنبؤي على تقليل التباين في مخرجات العملية، في حين أن العمل على معالجة الأهداف سيزيد من مطابقة المنتج المصنع.
دعونا نحاول تحسين عملية مستقرة باستخدام نفس الطريقة
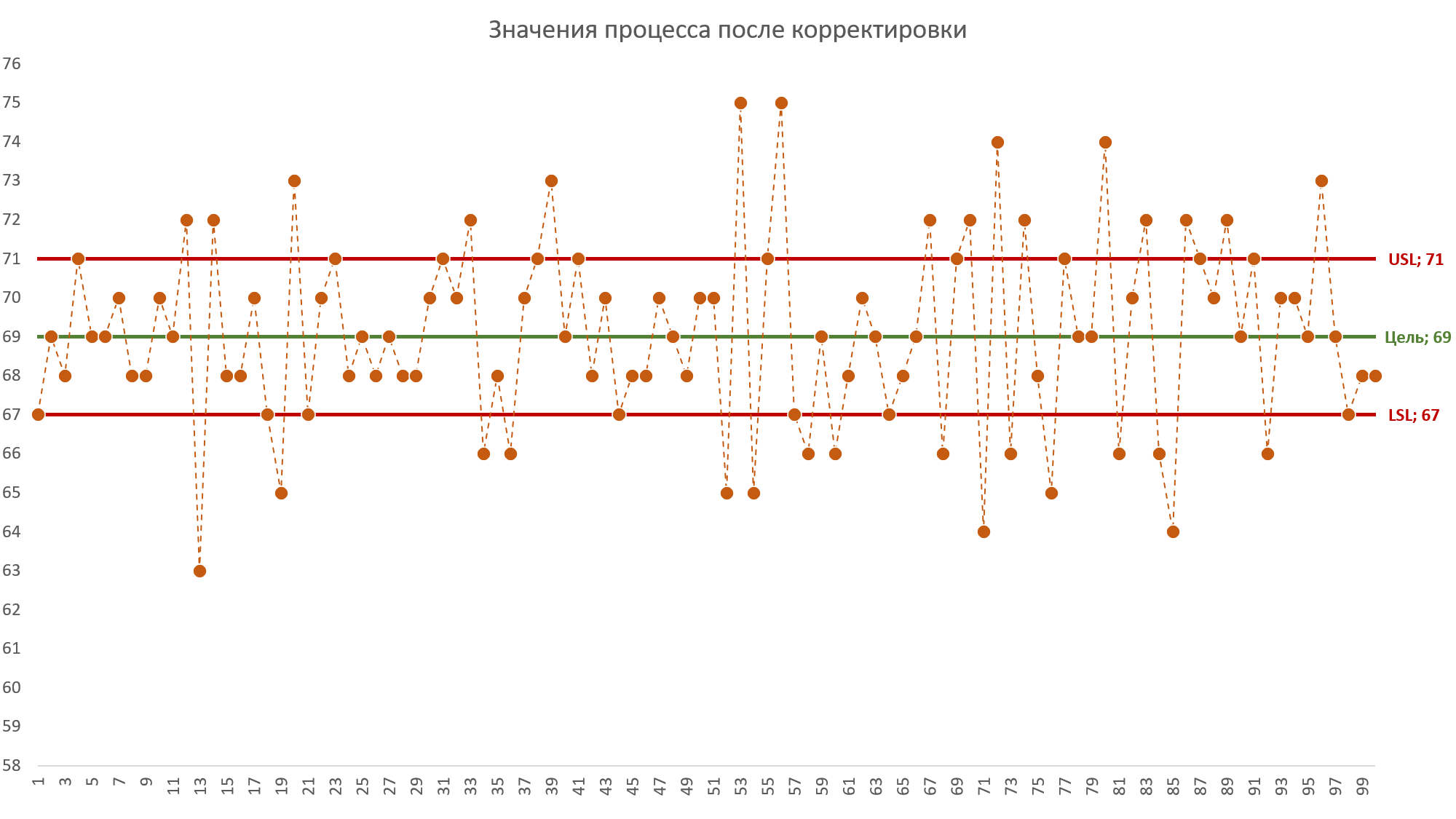
لكن العملية لا تزال لا تنتج منتجات متوافقة بنسبة 100 بالمائة. ألا يمكننا فعل شيء حيال المنتج غير المطابق بنسبة 16%؟ حسنًا، ماذا لو قمنا بتطبيق وحدة تحكم P مع منطقة ميتة في حقل تحمل البيانات في الشكل 10؟ عندما نفعل ذلك، نحصل في النهاية على البيانات في الشكل 11.
الشكل 11: الرسوم المتحركة للقيم الأولية الـ 100 المتغيرة كعملية مستقرة ومركزة بشكل جيد يتم ضبطها. USL هو الحد الأعلى للتسامح، والهدف هو القيمة الاسمية لحقل التسامح، وLSL هو الحد الأدنى لحقل التسامح.
الشكل 12: رسم بياني لمائة قيمة أولية قبل ضبط عملية مستقرة ومركزة جيدًا مقابل هوامش التسامح (صوت العميل). USL هو الحد الأعلى للتسامح، والهدف هو القيمة الاسمية لحقل التسامح، وLSL هو الحد الأدنى لحقل التسامح.
الشكل 13: التأثير التراكمي لضبط عملية مستقرة ومركزة بشكل جيد.
ملاحظة بقلم سيرجي ب. غريغورييف: يرجى ملاحظة أن الرسم البياني للتأثير التراكمي للتعديلات لعملية مستقرة ومركزة بشكل جيد والموضح في الشكل 13 يختلف في تماثله حول المحور (X) عن نفس الرسم البياني لعملية غير مستقرة وغير مركزية (الشكل 6). وهو ما يشير في حالة الشكل 13 إلى أنه أثناء محاولتنا ضبط عملية مستقرة ومركزة بشكل جيد، كنا ببساطة نعبث بنقل بعض القيم لأسفل والبعض الآخر لأعلى، مما يجعل الأمور أسوأ. "أردنا الأفضل، لكن الأمر حدث كما هو الحال دائمًا." - ضد. تشيرنوميردين.
الشكل 14: البيانات الناتجة من عملية مستقرة ومركزة بشكل جيد بعد التحويل بواسطة وحدة تحكم P باستخدام نطاقات التسامح كنطاق ميت. USL هو الحد الأعلى للتسامح، والهدف هو القيمة الاسمية لحقل التسامح، وLSL هو الحد الأدنى لحقل التسامح.
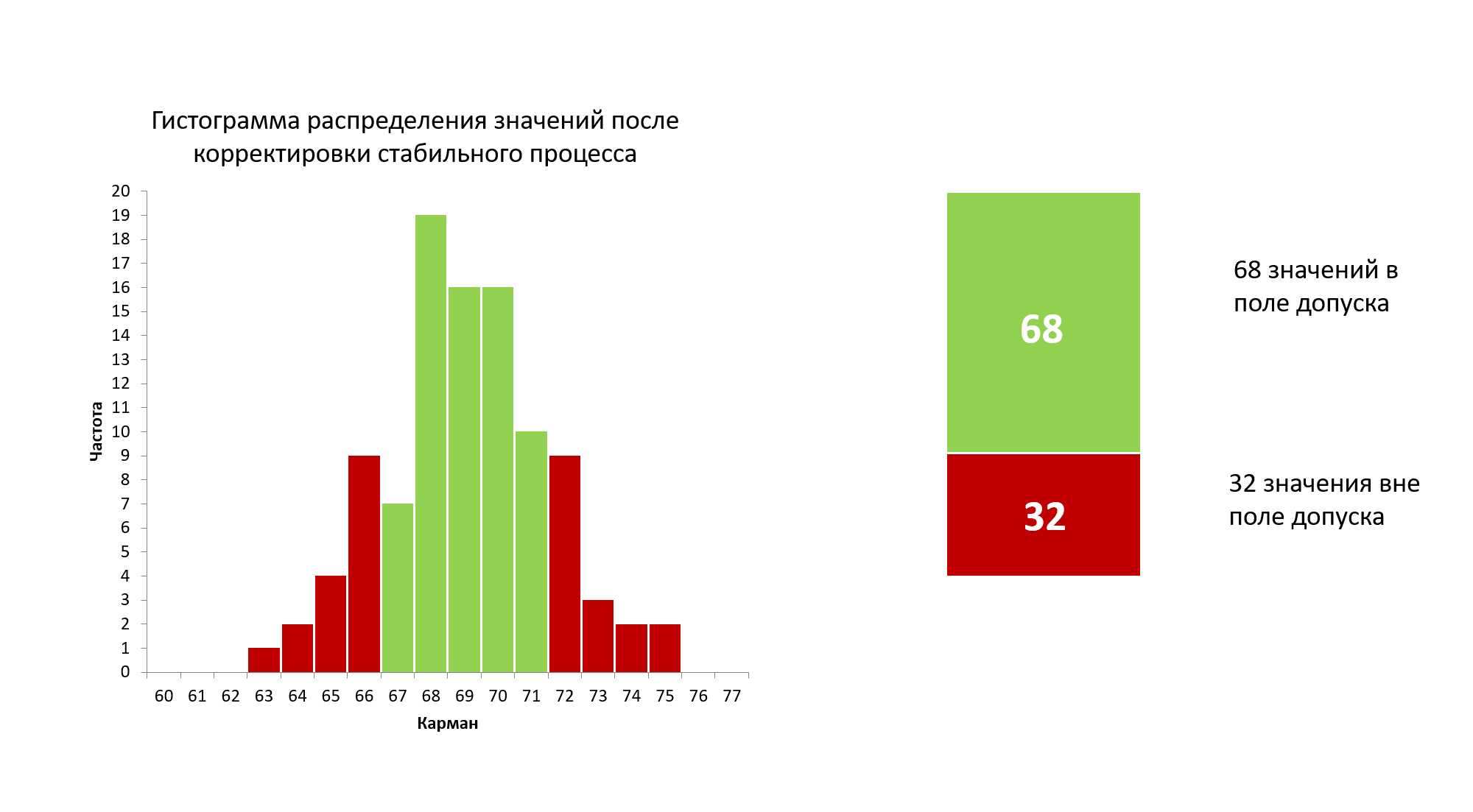
الشكل 15: رسم بياني لتوزيع 100 قيمة جديدة بعد محاولات ضبط عملية مستقرة ومركزة بشكل جيد.
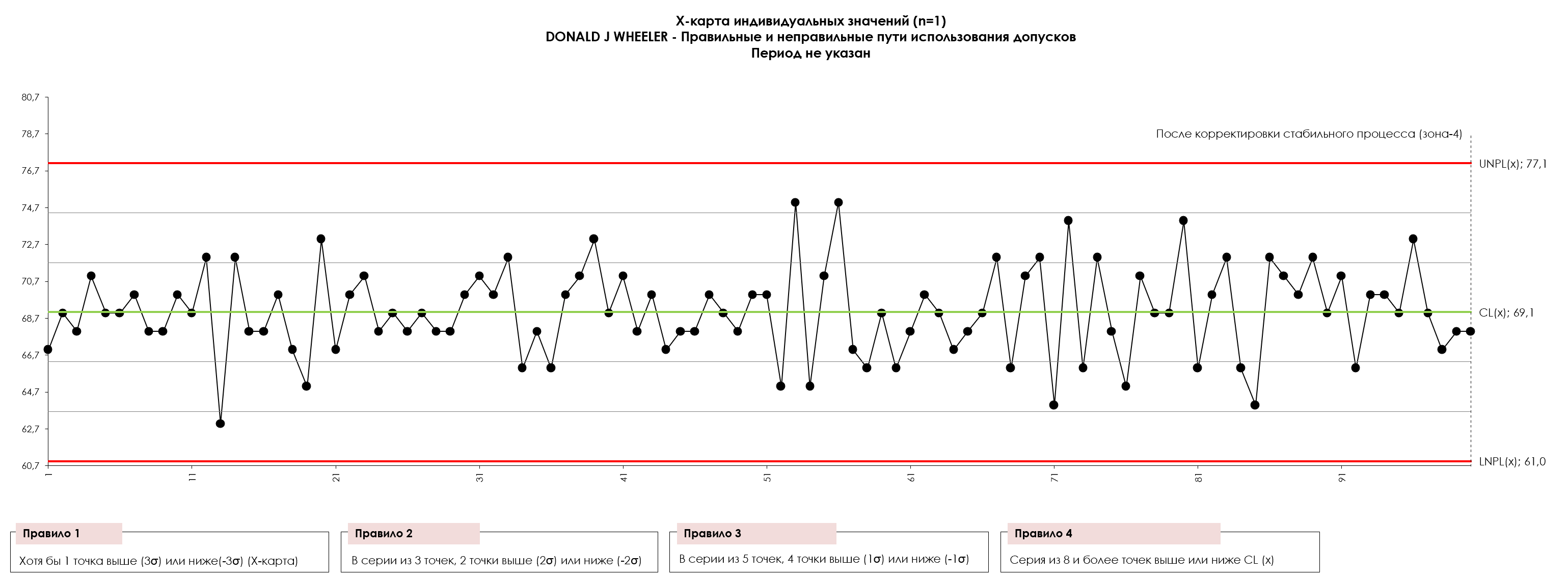
الشكل 16. خريطة X للقيم الفردية (صوت العملية) لـ 100 قيمة بعد محاولة ضبط عملية مستقرة ومركزة بشكل جيد. UNPL هو الحد الأعلى للتحكم الطبيعي في العملية، LNPL هو الحد الأدنى للتحكم الطبيعي في العملية، CL هو الخط المركزي (المتوسط). تم إعداد الرسم باستخدام أدواتنا المطورة "مخططات التحكم في Shewhart PRO-Analyst + AI (لأنظمة التشغيل Windows وMac وLinux)" .
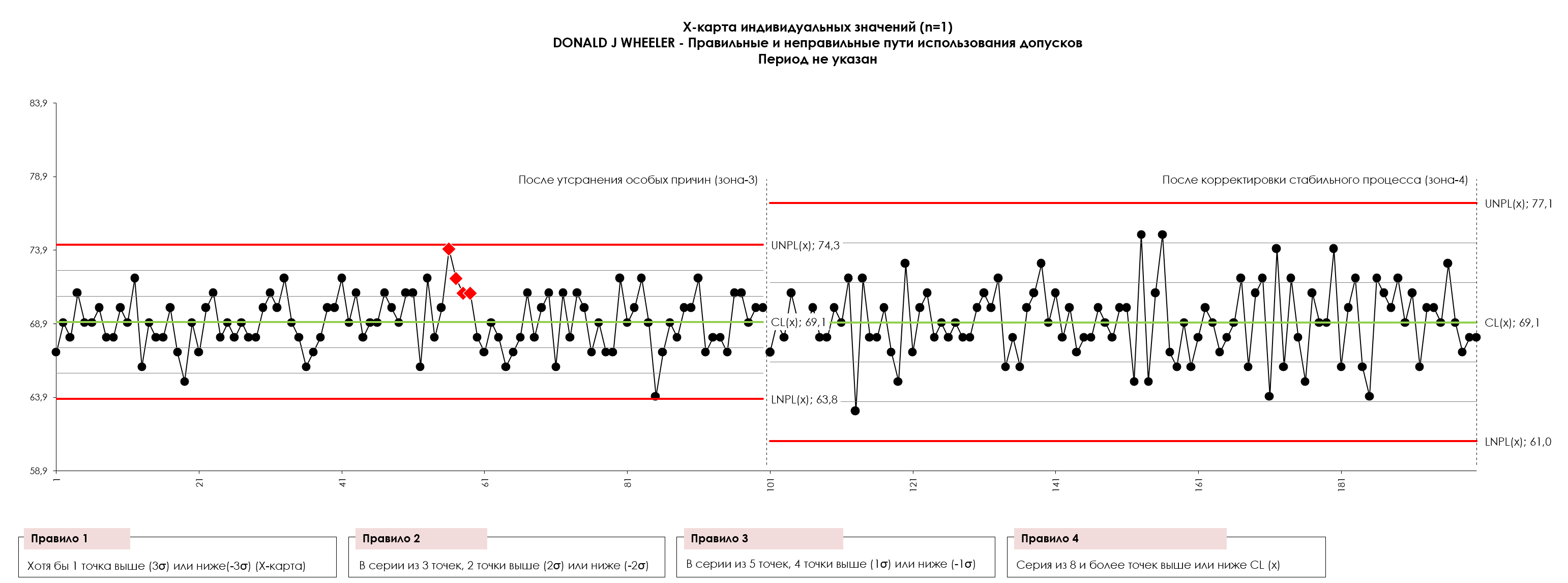
الشكل 16.1. خريطة X للقيم الفردية (صوت العملية) 100 قيمة قبل (المنطقة 3) بعد (المنطقة 4) محاولة المشغل تصحيح عملية مستقرة ومركزة بشكل جيد. UNPL هو الحد الأعلى للتحكم الطبيعي في العملية، LNPL هو الحد الأدنى للتحكم الطبيعي في العملية، CL هو الخط المركزي (المتوسط). تم إعداد الرسم باستخدام أدواتنا المطورة "مخططات التحكم في Shewhart PRO-Analyst + AI (لأنظمة التشغيل Windows وMac وLinux)" .
هنا، قامت وحدة التحكم P، باستخدام نطاق التسامح كنطاق ميت، بتحويل عملية لديها امتثال بنسبة 84% إلى عملية أخرى بنسبة امتثال 68%! وتضاعفت حصة المنتجات غير المطابقة من 16 إلى 32 بالمئة.
لماذا حدث هذا؟ كان هذا بسبب تفاعل وحدة التحكم P مع الضوضاء وإجراء تعديلات غير مناسبة. مع بعض التعديلات فقط في الحالة الأولى (الشكل 2)، بدأ جهاز التحكم P في تحقيق نتائج إيجابية، ولكن في النهاية أدت التعديلات غير الضرورية إلى أبعد العملية عن الهدف وجعل الوضع أسوأ.
ملاحظة بقلم سيرجي ب. غريغورييف: في محاولة لتحسين عملية مستقرة، كان من الضروري إجراء 32 تعديلاً. أدى الوقت الضائع لإجراء التعديلات إلى تفاقم الوضع بنفس الإجراءات كما في الحالة الأولى (الشكل 2). هذا يمكن أن يوقع أي مشغل ذو مهارات عالية في ذهول كامل. ماذا تعتقد أن المشغل سيفعل في هذه الحالة؟ هل ستساعده الإدارة في حل هذه المشكلة؟ آه لو أن الإدارة تعرف هذا! يتم شرح نتيجة أي محاولات لتصحيح عملية جيدة التركيز ومستقرة بلغة بسيطة في التجربة مع القمع والهدف إدوارد ديمينج.
"نحن أنفسنا سوف ندمر كل شيء بجهودنا المستمرة."
في الشكل 2، لم تكن العملية متمركزة في مجال التسامح وتصرفت بشكل غير متوقع. هناك، قام جهاز التحكم P، الذي يستخدم نطاق التسامح كنطاق ميت، بتحسين الأمور حقًا. في الشكل 14، كانت هذه العملية مركزية ويمكن التنبؤ بها. هناك قامت وحدة التحكم P ببساطة بإضافة الضوضاء إلى العملية مما أدى إلى زيادة التباين في تدفق المنتج وجعل الأمور أسوأ.
إذن، ما هي النتيجة التي توصلنا إليها؟ هل يمكننا استخدام التسامح لتنظيم عملية في حالة لا يمكن السيطرة عليها إحصائيًا؟ أثناء استخدام وحدة التحكم P باستخدام نطاق التسامح كنطاق ميت قد يكون أفضل من عدم القيام بأي شيء، إلا أنه لا يسمح لك بالحصول على أقصى استفادة من العملية.
لماذا تكون وحدة التحكم P غير فعالة عندما تعمل العملية بشكل متوقع وتتمركز ضمن نطاق التسامح؟ تعتبر أي آليات يدوية أو آلية للتحكم في العمليات تفاعلية بطبيعتها. سواء كانت وحدة تحكم P بسيطة أو وحدة تحكم PID أكثر تعقيدًا، فإنها لا تستطيع التصرف حتى تتلقى إشارة محسوسة. نظرًا لأن العملية الأصلية كانت غير متوقعة ولم تكن متمركزة ضمن التسامح، فقد كان هناك العديد من الإشارات الحقيقية التي التقطتها وحدة التحكم P. ومع ذلك، كانت هناك أيضًا بعض الإشارات الضعيفة (الضوضاء) التي استجابت لها وحدة التحكم P، مما أدى إلى تعديلات غير ضرورية. إذا كانت المنطقة الميتة غير متناغمة تمامًا مع صوت العملية، فستؤدي آلية ضبط العملية الخاصة بك إلى إجراء الكثير من التعديلات. وفي كلتا الحالتين، ستكون النتيجة زيادة التباين في تدفق المنتج. عادةً ما يؤدي استخدام وحدة التحكم التلقائية لعملية مستقرة إلى تباين أكبر مما تستطيع العملية القيام به عندما تعمل بكامل إمكاناتها.
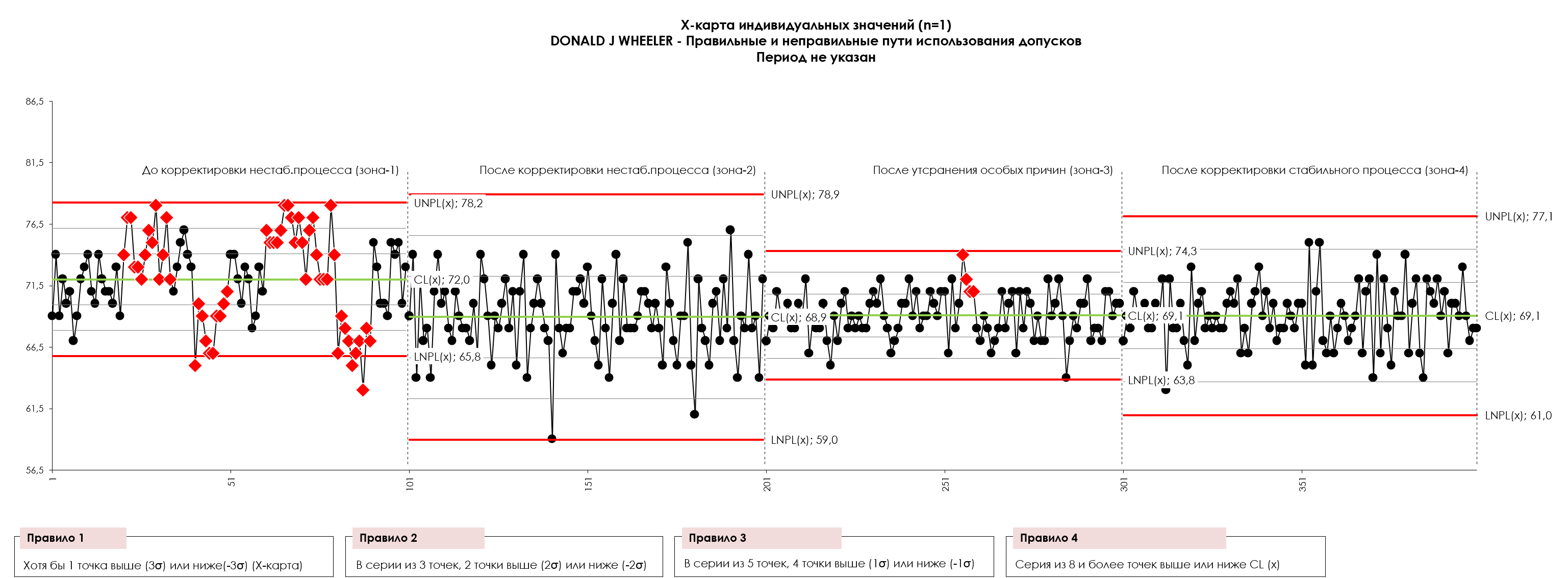
الأشكال 2؛ 8.1؛ 10؛ 16. خريطة X للقيم الفردية (عملية الصوت) 100 قيمة لجميع الحالات التي تمت مناقشتها في المقال أعلاه. UNPL هو الحد الأعلى للتحكم الطبيعي في العملية، LNPL هو الحد الأدنى للتحكم الطبيعي في العملية، CL هو الخط المركزي (المتوسط). تم إعداد الرسم باستخدام أدواتنا المطورة "مخططات التحكم في Shewhart PRO-Analyst + AI (لأنظمة التشغيل Windows وMac وLinux)" .
راجع مثالاً لتدخل المشغل في عملية التحكم في تدفق الغاز في مؤسسة تنتج الميثان الحيوي في المقالة: مفهوم التباين في التحكم في العمليات .
خطأ من النوع الأول
- "لكن هذا يعني أنك لن تتفاعل مع قيم خارجة عن المواصفات!"
نعم، القيم غير المطابقة 64، 65، 66 و 72، 73، 74 هي جزء مما تنتجه هذه العملية عندما يتم تشغيلها بشكل متوقع ومتمركز بشكل جيد ضمن التسامح. اسمحوا لي أن أكرر. كما ترون من الشكلين 9 و10، عندما تعمل هذه العملية بكامل إمكاناتها، فإنها ستنتج منتجًا في نطاق 64 إلى 74 (المحور ص). عند أخذ هذه القيم واحدة تلو الأخرى، فهي ليست إشارة إلى وجود خطأ ما في العملية، على الرغم من أنها قد تكون خارج المواصفات. تم تصميم حقول التسامح لفرز المنتجات المناسبة من المنتجات غير المناسبة. إنهم صوت العميل، وليس العملية. لا ينبغي أبدًا الخلط بين حقول التخليص وصوت العملية نفسها.
- "هل تقول أنني يجب أن أتجاهل المنتجات غير المطابقة؟"
يجب رفض المنتج غير المطابق. ولكن إذا تم التحكم في عمليتك بشكل يمكن التنبؤ به وضبطها للهدف، فإن حقيقة أن العنصر خارج الامتثال لا تخبرك بأن هناك حاجة إلى تعديل العملية.
ملاحظة بقلم سيرجي ب. غريغورييف: في هذه الحالة، ستتطلب التحسينات الإضافية تغييرات منهجية (تغيير المواد الخام والتكنولوجيا والمعدات والأدوات وتدريب المشغلين، وما إلى ذلك).
بالطبع، لا يمكن التحكم في التحكم في العملية بطريقة يمكن التنبؤ بها ومركزية دون رسم مخطط سلوك العملية (مخطط Shewhart XmR للقيم الفردية)، لذلك لا ينبغي أن يكون هناك أي تخمين. إذا لم يكن لديك مخطط سلوك العملية، فمن المحتمل بنسبة 10 إلى 1 على الأقل أنك تقوم بتشغيل العملية بشكل غير متوقع. إذا كان الأمر كذلك، فإن وحدة التحكم التلقائية في العملية لن تسمح لك إلا بتحقيق جزء صغير مما تستطيع عمليتك تحقيقه.
معلومات مختصرة
تدور حركة الجودة الحديثة حول تعلم كيفية التوقف عن حرق الخبز المحمص. هذا لا يعني أننا لن نضطر إلى تقشير الخبز المحمص من وقت لآخر؛ وهذا يعني أننا ننتقل إلى المنبع للعمل على العملية بدلاً من فرز المواد الجيدة من السيئة في نهاية خط الإنتاج. لا تزال مجالات التسامح ذات صلة، فهي لا تزال تحدد صوت العميل، ولكن من المهم تمييزها عن صوت العملية. على الرغم من أننا نريد أن يكون صوت العملية متوافقًا مع حقول التسامح (صوت العميل)، إلا أن حقول التسامح لا توفر المعلومات الصحيحة حول ما يجب القيام به للحصول على الإمكانات الكاملة لعمليتك.
حالة بسيطة أخرى (سيرجي ب. غريغورييف)
أنا متأكد من أنه من الضروري النظر في موقف آخر عندما تكون العملية في حالة مستقرة إحصائيا (خاضعة للرقابة)، ولكنها لا تتمحور في مجال التسامح. وفي مثال على مثل هذه العملية، توجد 77 قيمة خارج نطاق التسامح.
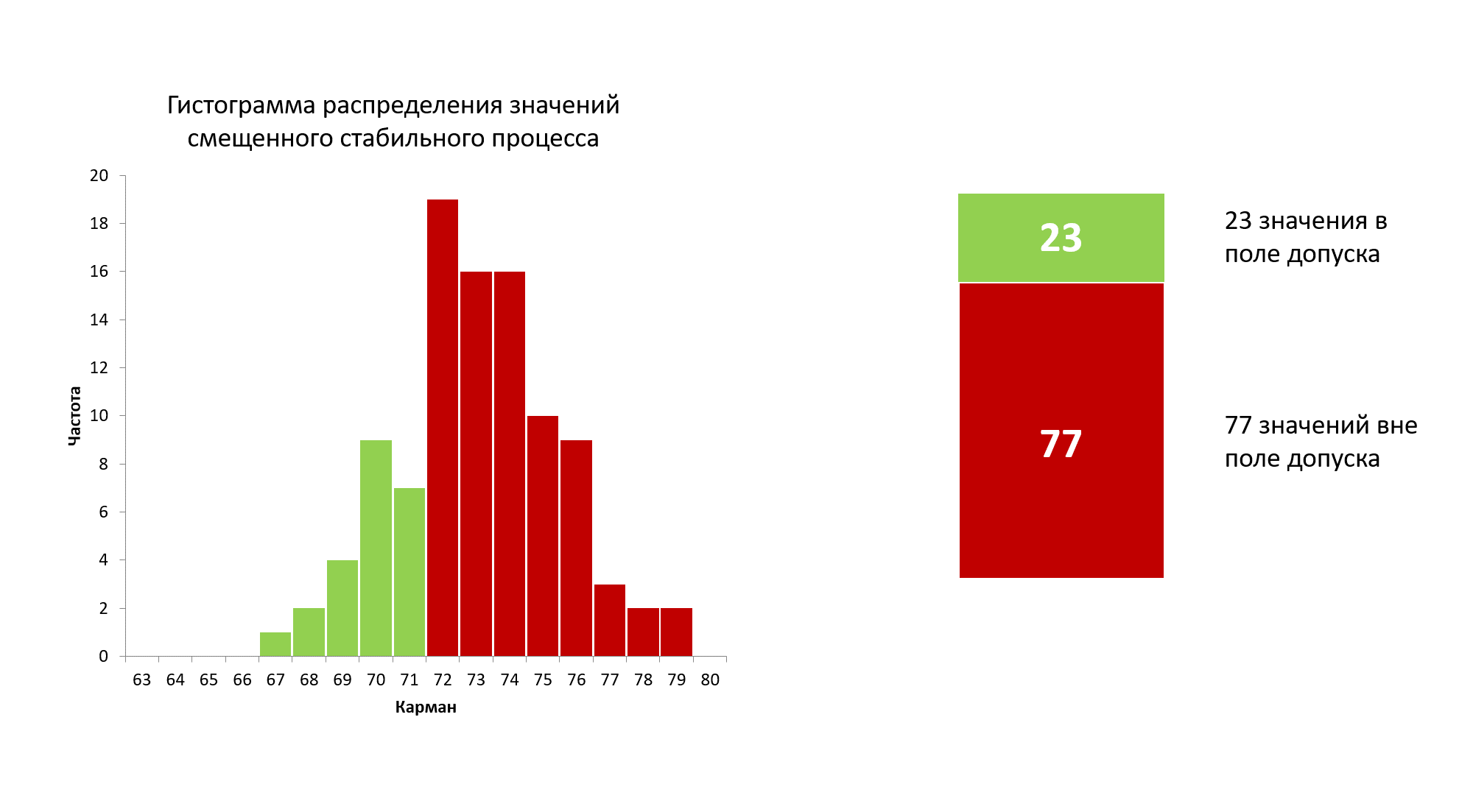
الشكل 17: رسم بياني لتوزيع 100 قيمة أولية لعملية مستقرة ولكن ضعيفة التركيز.
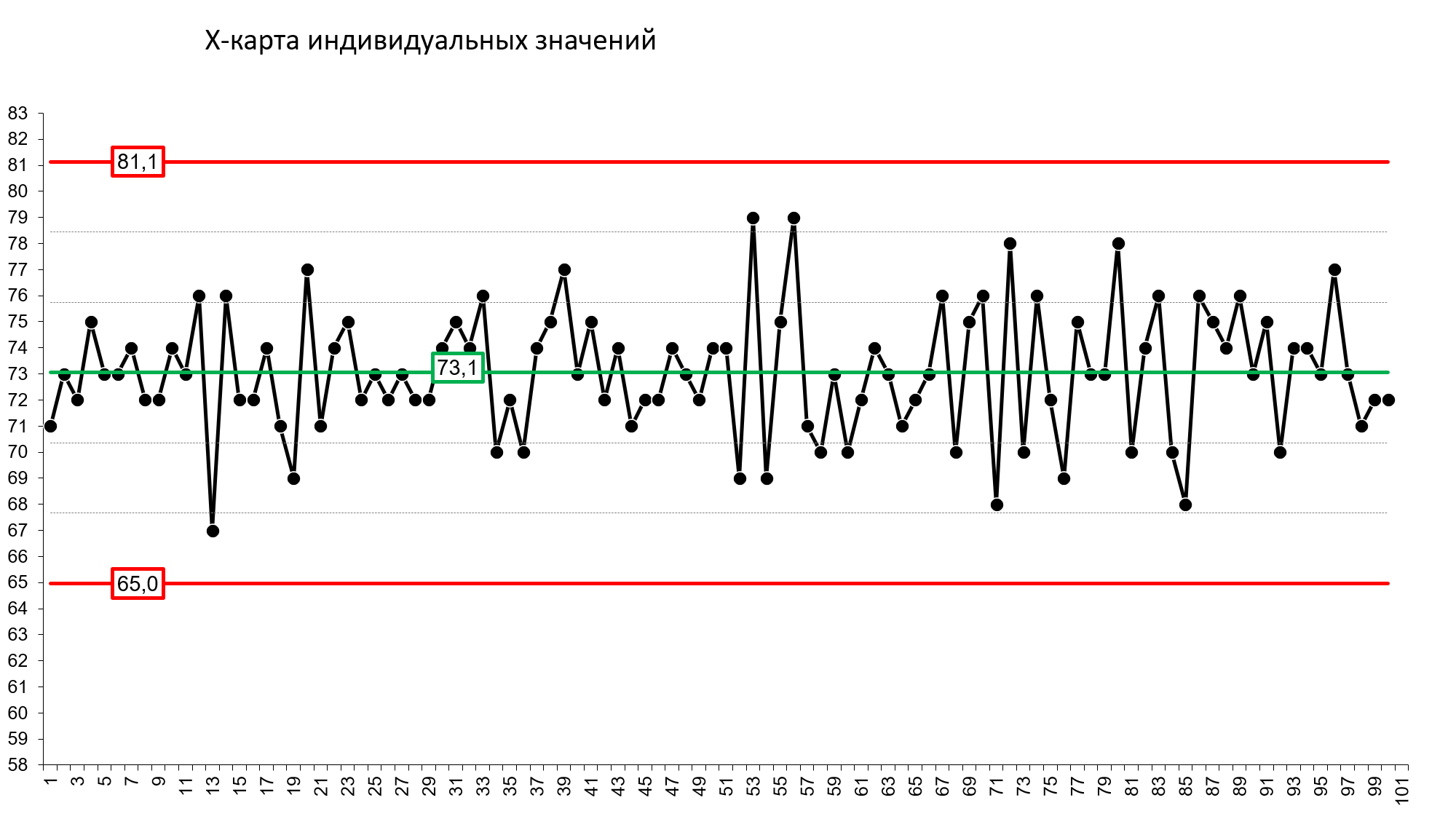
الشكل 18. خريطة X للقيم الفردية (صوت العملية) لـ 100 قيمة أولية لعملية مستقرة ولكنها ضعيفة التركيز. الخطوط الحمراء، على التوالي، هي الحدود الطبيعية العلوية والسفلية للعملية، والخط الأخضر هو الخط المركزي (المتوسط) للعملية.
في هذه الحالة، ستكون هناك حاجة إلى تعديل واحد فقط لتوسيط العملية ضمن نطاق التسامح. ما عليك سوى تغيير إعداد الماكينة مرة واحدة لتعويض متوسط العملية المستقرة من مركز منطقة التسامح.
لذا، إذا كان متوسط العملية المستقرة وسيئة المركز هو 73.1، ومركز مجال التسامح هو 69. إزاحة العملية المستقرة وسيئة المركز: 69.0-73.1 = -4.1
من خلال مقدار الإزاحة يجب تغيير إعدادات الآلة التي تنتج هذه الأجزاء. واتصل بالخدمة الفنية التي يجب أن تقوم بإعداد الجهاز. انظر النتيجة أدناه.
الشكل 19: رسم بياني لتوزيع 100 قيمة جديدة بعد التمركز في مجال التسامح لعملية مستقرة.
الشكل 20. خريطة X للقيم الفردية (صوت العملية) 100 قيمة جديدة بعد التركيز على مجال تحمل العملية المستقر. الخطوط الحمراء، على التوالي، هي الحدود الطبيعية العلوية والسفلية للعملية، والخط الأخضر هو الخط المركزي (المتوسط) للعملية. تم إعداد الرسم باستخدام أدواتنا المطورة "مخططات التحكم في Shewhart PRO-Analyst + AI (لأنظمة التشغيل Windows وMac وLinux)" .
إذا كنت تعتقد أن الحالة الأخيرة نادرة الحدوث، فأنت مخطئ جدًا. إذا لم تحتفظ بمخططات التحكم في عملياتك وتبني رسومًا بيانية لتوزيع المؤشرات المتعلقة بمجالات التسامح، فلن تتمكن حتى من الحكم على ذلك. إذا كنت على دراية بمؤشرات أداء العملية (قابلية التكرار) Cp (مؤشر مساحة المعيشة) وCpk (مؤشر توسيط العملية)، فيجب أن تعلم أن Cpk في الغالبية العظمى من الحالات أقل من Cp، مما يشير إلى تحول في المتوسط عملية من مركز مجال التسامح نحو الحد السفلي أو العلوي من التسامح. على أية حال، فإن توسيط كل من العمليات المستقرة وغير المستقرة في منطقة التسامح يقلل من حصة أجزاء العملية المعيبة التي تتجاوز حدود التسامح في "نقرة واحدة". في الحالات التي تعمل فيها العملية داخل منطقة التسامح، يؤدي التوسيط إلى تحسين جودة الأجزاء والتجمعات (DSE) بشكل كبير، مما يجعل معظم الأجزاء أقرب إلى مركز منطقة التسامح (لمناطق التسامح المتماثلة). يوضح البيان الأخير وظيفة فقدان تاجوتشي .
تحسينات العملية من 77 قطعة معيبة إلى 32 مع تعديل واحد.
"كيف يعجبك ذلك يا إيلون ماسك؟"
مهم!
- الطريقة الوحيدة المجدية اقتصاديًا لتحسين الجودة بشكل كبير هي إدخال العملية أولاً في حالة خاضعة للرقابة إحصائيًا، وبعد ذلك فقط البدء في تمركزها في منطقة التسامح.
- قبل إجراء أي بحث عملي، تأكد من أن نظام القياس ، الذي يستخدمه المشغل لإجراء تعديلات على العملية التكنولوجية، في حالة يتم التحكم فيها إحصائيًا، ولا يوجد به انحياز كبير، اكتشف ما إذا كانت دقتها كافية لتقييم العملية، وما إذا كانت القياسات الموحدة كافية (عمق القياس) أو، على العكس من ذلك، ما إذا كنت تقوم بتسجيل الضوضاء. - انظر وصف برنامجنا مخططات التحكم شيوهارت .

"لا يوجد بديل للمعرفة. ولكن احتمال استخدام المعرفة أمر مخيف."