المشاكل المكلفة المرتبطة باستخدام جداول فحص الجودة العشوائية
إن استخدام معايير أخذ العينات الكمية والبديلة لا يوفر فكرة عن الكمية الخاضعة للرقابة ويضلل الموردين والمستهلكين.
المقال من إعداد: المدير العلمي لمركز AQT سيرجي ب. غريغورييف
حرية الوصول إلى المقالات لا تقلل بأي حال من الأحوال من قيمة المواد الموجودة فيها.
“أحد عوائق التحول: استخدام الجداول لإجراء عمليات فحص القبول العشوائي، لأنه لا يمكن تكييفها مع هدف تقليل متوسط التكلفة الإجمالية لفحص المواد الواردة وعواقب السماح للمواد المعيبة بالدخول إلى الإنتاج.
إذا كانت درجة التحكم الإحصائي في جودة المواد الواردة عالية، فإن التحكم في العينات لن يوفر نظرة ثاقبة على ما تبقى من الدفعة الخاضعة للرقابة، وذلك بسبب عدم وجود دليل على وجود ارتباط بينها في هذه الحالة."
ويمكن تأكيد معنى مقولة إدواردز ديمنج بأن التحكم في أخذ العينات لا يعطي فكرة عن بقية الدفعة الخاضعة للرقابة من خلال تجربة إدواردز ديمنج مع الخرز الأحمر حيث تعطي العينات الميكانيكية العشوائية من خليط من الخرز الأحمر والأبيض في الغالبية العظمى من الحالات قيمة لنسبة الخرز الأحمر تختلف عن النسبة الحقيقية للخرز الأحمر في الخليط سواء أعلى أو أقل. فقط عدد قليل من العينات الميكانيكية وصلت إلى متوسط نسبة الخرز الأحمر (1/5) في الخليط. ومن المهم أن نلاحظ هنا أننا كنا على علم بتركيبة الخليط قبل بدء التجربة. في الممارسة العملية، أنت لا تعرف هذا الرقم.
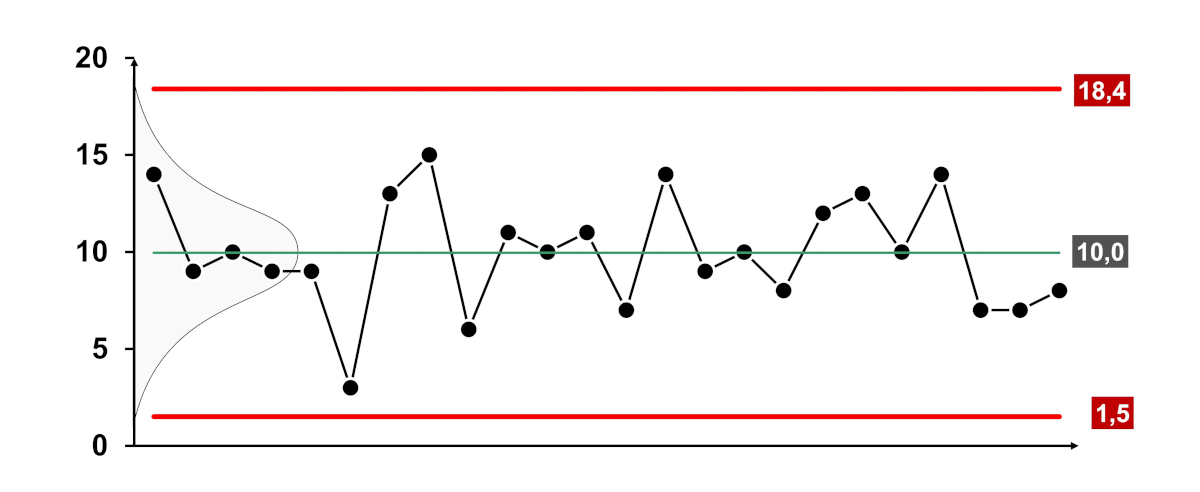
أرز. السيطرة على بطاقة np للتجربة مع الخرز الأحمر، التي أجريت في ندوة تدريبية من قبل S. P. Grigoryev في عام 2011.
السبب الموضح أعلاه كافٍ لإجراء مراجعة واسعة النطاق لقواعد التحكم في قبول الدفعات الواردة.
أعرف حالة حيث أدى استخدام جداول مراقبة الجودة للقبول الانتقائي إلى قبول مجموعة من الأجزاء المهمة بالإضافة إلى الأجزاء المعيبة، مما أدى استخدامها إلى وقوع حادث خطير أدى إلى وقوع إصابات وفقدان صورة المؤسسة وحتى الشركة بأكملها صناعة دولة واحدة.
أي شخص يشارك في شحن المنتجات النهائية يكون على دراية بالمواقف القصصية عندما يقبل المستهلك نفس دفعة البضائع، التي لم يقبلها المستهلك عند التسليم الأول، عند التسليم المتكرر. تم شرح سبب هذه الظاهرة أعلاه.
"المشكلة الرئيسية... هي الاستخدام غير الحكيم لهذه الخطط (القبول) في المواقف التي لا يمكن تطبيقها فيها."
وباستثناء جداول فحص العينات، يمكن تطبيق المتطلبات الأخرى لمعايير فحص القبول على عمليات الموردين والمشترين، للتحكم في جودة الموردين وفقا للقاعدة " كل شيء أو لا شيء "، ولكن كم عدد الشركات اليوم القادرة على تلبيتها؟
تحليل متطلبات معايير أخذ العينات
كشخص حاصل على تعليم هندسي، أعاني من التنافر المعرفي عندما تسمى بيانات القياس (الكميات المستمرة، الخصائص المقاسة، القيم الفردية) في معايير GOST للتحكم في القبول الانتقائي "الخصائص الكمية"، وتسمى بيانات الحساب "الخصائص البديلة". ما علاقة كلمة "الكمية" بالخصائص التي يتم قياسها؟ هل اهتم الأشخاص الذين ترجموا معيار ISO بالاستخدام المقصود بأقل قدر من الارتباك؟
في الغالبية العظمى من حالات تطبيق معايير فحص قبول العينات، يتم تجاهل المتطلبات الإلزامية (شروط التطبيق) لهذه المعايير من أجل "التشغيل الفعال لخطط فحص قبول العينات". أحكم لنفسك.
غوست:
يجب تطبيق إجراء الفحص على سلسلة متواصلة من الدُفعات التي تتكون من وحدات منفصلة من المنتج الموردة من قبل مصنع واحد باستخدام عملية إنتاج واحدة. إذا كان هناك العديد من الشركات المصنعة أو عمليات الإنتاج، فيجب تطبيق هذا المعيار بشكل منفصل على كل مصنع أو عملية (المصدر: نص GOST، راجع القائمة الموجودة أسفل المقالة)؛
تعليق:
هل لدى الطرف الذي يقوم بالتفتيش الوارد أي فكرة عن "عملية" المورد في هذه الحالة؟ إن إنتاج أي عملية متطابقة في الاسم في عملية عامة، على سبيل المثال، على آلات مختلفة أو من دفعات مختلفة من المواد الخام، يمكن أن يكون بمثابة الأساس لمثل هذا التقسيم لسلسلة مستمرة من الدُفعات داخل العملية (حسب دفعة من الخام المواد، الآلة، مشغل الآلة، الخ). بدون تحليل العملية باستخدام مخططات التحكم Shewhart لتوحيد المنتج، لن تتمكن من معرفة ذلك. حتى مخططات التحكم يمكن أن توضح تجانس المنتجات غير المتجانسة إذا كانت جميع المنتجات الخاضعة للرقابة تأتي من عمليات مختلفة ولكن مستقرة ومختلطة جيدًا في الخليط الكلي.
في الوقت نفسه، يسمح لنا مخطط التحكم Shewhart، المستخدم مع فهم السياق، بتحديد مفهوم قابلية اكتشاف "العمليات المختلفة" بدقة من الناحية التشغيلية. لكن لا توجد كلمة حول هذا الأمر لدى الضيف.
غوست:
نظام قياس الجودة:
- أن تكون طريقة القياس غير متحيزة، أي أن التوقع الرياضي لخطأ القياس هو صفر؛
- يكون خطأ القياس الذي يؤدي إلى تباين العملية الملحوظ مستقلاً عن الانحراف المعياري الفعلي للعملية؛
- خطأ القياس يتبع التوزيع الطبيعي.
- ومن المعروف أن نسبة الانحراف المعياري لخطأ القياس إلى الانحراف المعياري للعملية أقل من 0.1، وإلا فيجب استخدام خطط أخذ العينات مع التغييرات المحددة في المعايير؛
تعليق:
وهذا هو أبسط متطلبات معايير أخذ العينات، لأنه في معظمه يقع على عاتق الطرف المتلقي. الطرف المتلقي لديه مثل هذه المعلومات حول نظام القياس ؟
هل يلبي نظام القياس الخاص بطرف المراقبة هذه المتطلبات؟ لتلبية متطلبات نسبة 1/10 النهائية، يجب عليك معرفة الانحراف المعياري للعملية التي تنتج خصائص المنتج الخاضعة للرقابة لدى المورد. ولكن إذا كانت عملية المورد في حالة غير خاضعة للرقابة إحصائيا، فلا يمكن استخدام الانحراف المعياري المحسوب في هذه الحالة. هل قام المورد بتزويدك بمخططات التحكم الخاصة بشركة Shewhart التي تؤكد استقرار عملياته المرتبطة بإنتاج المنتجات الموردة؟
إن شرط الغياب التام للتحيز في طريقة القياس أمر سخيف بشكل عام. هناك دائما تحيز في نظام القياس! إن أهمية تحيز نظام القياس هذا لأغراض استخدام القياسات التي تم الحصول عليها باستخدام نظام القياس هذا أمر مشكوك فيه.
دونالد ويلر في المقالة [33] "مخططات الاتساق، SPC لأنظمة القياس." يقدم وصفًا لإجراء بسيط لتحديد إمكانية اكتشاف هذا التحيز لأغراض التحكم في العمليات الإحصائية، والذي يتم تنفيذه في موقعنا برمجة . لكن إزاحة نظام القياس لقبول المنتج بالنسبة لحدود التسامح سيكون له معنى مختلف تمامًا. لذلك، قمنا بتنفيذ في برنامجنا إمكانية تحويل مجال التسامح نحو الإزاحة المحددة لنظام القياس.
وفي الوقت نفسه لم نجد كلمة عن اشتراط الاتساق بين أنظمة القياس لدى المورد والمستهلك. هذا السؤال مهم لأنه، بالإضافة إلى قضايا الاستقرار والتحيز في أنظمة القياس الخاصة بالمورد والمستهلك، فمن المحتمل أن يكون لديهم أخطاء مختلفة (الانحرافات المعيارية) في أنظمة القياس. وبالإضافة إلى ذلك، ينبغي أن يكون مفهوما أن القيم التي تم الحصول عليها من القياسات المتكررة لنفس المنتج سيكون لها قيم مختلفة ضمن 6 سيجما من الخطأ، حتى بالنسبة لنظام قياس واحد مع كثافة توزيع القياسات المتكررة (اختبار إعادة الاختبار) إغلاق إلى وضعها الطبيعي.
للحصول على شرح لما يجب فعله، راجع القرار المفتوح بشأن مقالة دونالد ويلر: " هل المنتج مطابق للمواصفات (الموافقة) فعلا مطابق للمواصفات؟ هل المنتجات المعيبة معيبة حقًا؟ ". يتم أيضًا تنفيذ التوصيات الواردة في هذه المقالة في برنامجنا.
غوست:
في حالة وجود العديد من خصائص الجودة، فهي مستقلة عن بعضها البعض (المصدر: نص GOST، انظر القائمة).
تعليق:
فهل الطرف المستقبل على علم بهذا "الاستقلال"؟ ما مصدر المعلومات الذي تستخدمه؟ ما هي البيانات التي لديك؟
غوست:
إن إنتاج المواد الموردة مستدام وفي حالة يتم التحكم فيها إحصائيًا (المصدر: نص GOST، انظر القائمة).
تعليق:
كيف يعرف الطرف المتلقي عن الحالة الإحصائية لعملية المورد (الشركة المصنعة)؟ ما مصدر المعلومات الذي تستخدمه؟ ما هي البيانات التي لديك؟ يزودك المورد بكل دفعة من مخططات التحكم الخاصة بشركة Shewhart لعمليات الإنتاج لمعايير الجودة الخاضعة للرقابة، مما يشير إلى استقرار عملياتها، وتؤكد تقييمات العينات الخاصة بك المعلومات المعروضة على مخططات التحكم الخاصة بالمورد؟
غوست:
عند استخدام خطة أخذ العينات بناءً على خاصية كمية، يجب أن تخضع القيم المقاسة للتوزيع الطبيعي أو القريب من التوزيع الطبيعي (المصدر: نص GOST، انظر القائمة).
تعليق:
كيف يعرف الطرف المتلقي مدى طبيعية توزيع خصائص الجودة المقاسة للمورد (الشركة المصنعة)؟ ما مصدر المعلومات الذي تستخدمه؟ ما هي البيانات التي لديك؟ ماذا يعني "قريب من التوزيع الطبيعي"؟ انظر المقال حول التعريفات الإجرائية .
بعد كل شيء، إذا كانت عملية المورد في حالة لا يمكن السيطرة عليها إحصائيا (لا يمكن التنبؤ بها)، فلا جدوى من الحديث عن إمكانية تكرارها وطبيعة توزيع القيمة المقاسة. علاوة على ذلك، في الممارسة العملية، لا أحد يعرف الشكل الحقيقي لتوزيع قيم القياس الفردية. على سبيل المثال، تفتقر العمليات ذات مساحة المعيشة المحدودة إلى تناسق التوزيع (على سبيل المثال، في حالة عدم وجود حد تحكم أدنى في مخطط التحكم Shewhart). علاوة على ذلك، بالنسبة للتحكم في العمليات الإحصائية باستخدام مخططات التحكم Shewhart، فإن نوع التوزيع ليس مهمًا - فهذه إحدى خصائص قوة مخططات التحكم.
غوست:
ينطبق استخدام أخذ العينات الكمية على الإنتاج المستمر لسلسلة طويلة من الدُفعات، ولكن لا يُنصح به للدُفعات الفردية. بالنسبة للدفعات الفردية أو سلسلة قصيرة من الدفعات، يكون من الأكثر فعالية استخدام خطط التحكم البديلة، حيث تتكون كل دفعة من وحدات من نفس النوع والفئة والحجم والتركيب، ويتم إنتاجها في ظل نفس الظروف بشكل أساسي خلال نفس الفترة الزمنية ( المصدر: نص GOST، انظر القائمة).
تعليق:
كيف يعرف الطرف المتلقي عن "نفس الظروف تقريبًا خلال نفس الفترة الزمنية"؟ ما مصدر المعلومات الذي تستخدمه؟ ما هي البيانات التي لديك؟ هل تم الاتفاق بينك وبين المورد بشكل واضح لا لبس فيه التعريف التشغيلي مثل هذا "التشابه"؟ في كثير من الأحيان ليس لدى المورد نفسه أي فكرة عن هذا الأمر.
غوست:
لا ينبغي تطبيق إجراءات أخذ العينات على الدفعات التي خضعت للفحص الأولي مع استبدال وحدات المنتج غير المطابقة (المصدر: نص GOST، انظر القائمة).
تعليق:
هل الطرف المتلقي على علم بهذا "الفرز" من قبل المورد قبل الشحن؟ ما مصدر المعلومات الذي تستخدمه؟ ما هي البيانات التي لديك؟ في كثير من الأحيان، وبحسن النية، سيحاول المورد تقليل النسبة المئوية للمنتجات المعيبة في الدفعة عن طريق أخذ عينات من المنتجات المعيبة قبل الشحن.
غوست:
لا يعني فحص العينات أن المورد قد يقوم عن قصد بتوريد وحدات غير مطابقة من المنتج (المصدر: نص GOST، انظر القائمة).
تعليق:
هل يمكن للطرف المتلقي أن يكون على علم "بتوريد المنتج غير المطابق" للمورد؟ ما مصدر المعلومات الذي تستخدمه؟ ما هي البيانات التي لديك؟
أنا على دراية بحالات الخلط المتعمد للمنتجات المعيبة في مجموعة بمنتجات جيدة. ففي نهاية المطاف، لا ينبغي أن يتجاوز الناتج عن هذا المزيج المعقول من المنتجات الجيدة والسيئة في هذه الحالة "الحد الأقصى المسموح به من حالات عدم المطابقة، حد الجودة المقبول (AQL، حد جودة القبول)".
ما الذي يجب فعله بدلاً من استخدام الجداول لفحص القبول العشوائي؟
الحل الأفضل هو استخدام خطة مراقبة للمواد الخام واللوازم والمكونات الواردة." كل شيء أو لا شيء ".
على أية حال، يجب علينا أن نفعل كل شيء لضمان عدم وصول أي منتج معيب (غير مطابق) إلى عميلك. لتقليل التكلفة الإجمالية الإجمالية لإنتاج منتجات عالية الجودة، قم بتحسين جميع العمليات باستمرار من خلال فهم ترابطها. إن قاعدة التحكم "الكل أو لا شيء" للمواد الواردة لا تؤدي إلا إلى تقليل متوسط إجمالي تكاليف الشركة لرفض المواد الواردة، والتي ينبغي من أجلها اتخاذ قرار بشأن التحكم بنسبة 100% في الدفعة الكاملة من المواد الواردة أو تمرير هذه الدفعة إلى الإنتاج مع الاستبدال اللاحق وإعادة صياغة المنتجات المعيبة التي تشكلت نتيجة لمثل هذا المرور بالقبول دون سيطرة واردة.
"بمجرد وصول منتجك إلى العميل، فإن التكلفة المباشرة للإصلاح والاستبدال لا تمثل سوى جزء صغير من تكلفة العيب. ويمكن أن تكون خسارة الأعمال المستقبلية بسبب عميل غير راضٍ أو عميل محتمل علم بالحادثة هائلة و للأسف من المستحيل تقديره." .
إذا كانت علاقتك الحالية مع أحد الموردين لا تمنحك فكرة موثوقة عن استقرار عملياته، ولم يكن لديك بيانات سجل التوريد الخاصة بك، فاستخدم التحقق بنسبة 100% (الاختبارات غير المدمرة فقط) لتجميع هذه المعلومات بسرعة . الإصرار على قيام المورد بتقديم مخططات مراقبة لعملياته مع كل شحنة. إذا كان لا يعرف كيفية القيام بذلك، علمه. وفي الوقت نفسه، قم بجمع البيانات عن دفعات المورد داخليًا عند قبول دفعات من المواد، وإنشاء مخططات التحكم والحكم على استقرار عملياته بناءً على مؤشرات الجودة الخاضعة للرقابة ومتوسط نسبة المواد المعيبة، مما سيسمح لك بالمضي قدمًا لخطة السيطرة " كل شيء أو لا شيء ".
"تتمتع حالة التحكم الإحصائي بميزة واضحة. لمعرفة ما إذا كان التدفق الوارد للدفعات يفي بالشرط 1 أو الشرط 2 من قاعدة الكل أو لا شيء أو أنه في حالة تقترب من الفوضى، ما عليك سوى تتبع التحكم الإحصائي ومتوسط النسبة المئوية للمنتجات المعيبة باستخدام الرسوم البيانية، المبنية على اختبار عينة صغيرة مستمرة (كما هو الحال في أي حالة)، ويفضل أن يتم ذلك بالتعاون مع المورد وفي مقره.
قم ببناء علاقات مع مورد مهتم بالتعاون مما سيسمح لك بمرور الوقت، على الرغم من أن هذا لن يحدث في المستقبل القريب، بالتخلي تمامًا عن السيطرة الواردة. حتى هذه اللحظة، لا تتركوا دون معلومات؛ قم ببناء مخططات التحكم الخاصة بك لمعايير الجودة للمواد الواردة. سيعطيك هذا ميزة إضافية في المفاوضات مع هذا المورد.
قائمة GOST لإجراءات مراقبة الجودة العشوائية
غوست آر آيزو 3951-1-2015
التعيين باللغة الإنجليزية: GOST R ISO 3951-1-2015
العنوان الروسي: الأساليب الإحصائية. إجراءات أخذ العينات على أساس الخصائص الكمية. الجزء 1. متطلبات الخطط أحادية المرحلة المستندة إلى AQL عند فحص الدفعات المتعاقبة باستخدام خاصية واحدة وAQL واحد
العنوان باللغة الانكليزية: الأساليب الإحصائية. إجراءات أخذ العينات للتفتيش حسب المتغيرات. الجزء 1. مواصفات خطط أخذ العينات الفردية المفهرسة بواسطة AQL لفحص كل دفعة على حدة لخاصية جودة واحدة وAQL واحد
غوست آر آيزو 3951-2-2015
التعيين باللغة الإنجليزية: GOST R ISO 3951-2-2015
العنوان الروسي: الأساليب الإحصائية. إجراءات أخذ العينات على أساس الخصائص الكمية. الجزء 2. المتطلبات العامة للخطط أحادية المرحلة المستندة إلى AQL عند فحص الدُفعات المتعاقبة لخصائص الجودة المستقلة
العنوان باللغة الانكليزية: الأساليب الإحصائية. إجراءات أخذ العينات للتفتيش حسب المتغيرات. الجزء 2. المواصفات العامة لخطط أخذ العينات الفردية المفهرسة بواسطة AQL للفحص دفعة تلو الأخرى لخصائص الجودة المستقلة
غوست آر آيزو 3951-3-2009
التسمية باللغة الإنجليزية: GOST R ISO 3951-3-2009
العنوان الروسي: الأساليب الإحصائية. إجراءات أخذ العينات على أساس الخصائص الكمية. الجزء 3: المخططات المستندة إلى AQL ذات المرحلتين لفحص الدفعات التسلسلية
العنوان باللغة الانكليزية: الأساليب الإحصائية. إجراءات أخذ العينات للتفتيش حسب المتغيرات. الجزء 3. مخططات أخذ العينات المزدوجة المفهرسة بواسطة AQL لفحص كل دفعة على حدة
غوست آر 50779.70-2018
التعيين باللغة الإنجليزية: GOST R 50779.70-2018
العنوان الروسي: الأساليب الإحصائية. إجراءات أخذ العينات البديلة. مقدمة لمعايير سلسلة GOST R ISO 2859
العنوان باللغة الانكليزية: الأساليب الإحصائية. إجراءات أخذ العينات للتفتيش حسب الصفات. مقدمة لسلسلة معايير GOST R ISO 2859
غوست آر آيزو 2859-1-2007
التسمية باللغة الإنجليزية: GOST R ISO 2859-1-2007
العنوان الروسي: الأساليب الإحصائية. إجراءات أخذ العينات البديلة. الجزء 1: خطط أخذ العينات للدفعات المتعاقبة بناءً على مستويات الجودة المقبولة
العنوان باللغة الإنجليزية: الأساليب الإحصائية. إجراءات أخذ العينات للتفتيش حسب السمات. الجزء 1. مخططات أخذ العينات المفهرسة حسب حد جودة القبول للتفتيش على حدة.
غوست آر آيزو 2859-3-2009
التسمية باللغة الإنجليزية: GOST R ISO 2859-3-2009
العنوان الروسي: الأساليب الإحصائية. إجراءات أخذ العينات البديلة. الجزء 3. التحكم بتخطي الدُفعات
العنوان باللغة الانكليزية: الأساليب الإحصائية. إجراءات أخذ العينات للتفتيش حسب الصفات. الجزء 3. تخطي إجراءات أخذ العينات
غوست آر آيزو 2859-5-2009
التسمية باللغة الإنجليزية: GOST R ISO 2859-5-2009
العنوان الروسي: الأساليب الإحصائية. إجراءات أخذ العينات البديلة. الجزء 5: نظام الخطة التسلسلية القائم على AQL لفحص الدفعة التسلسلية
العنوان باللغة الانكليزية: الأساليب الإحصائية. إجراءات أخذ العينات للتفتيش حسب الصفات. الجزء 5. نظام خطط أخذ العينات المتسلسلة المفهرسة بواسطة AQL لفحص كل دفعة على حدة
غوست آر آيزو 2859-10-2008
التسمية باللغة الإنجليزية: GOST R ISO 2859-10-2008
العنوان الروسي: الأساليب الإحصائية. إجراءات أخذ العينات البديلة. الجزء 10. مقدمة لمعايير سلسلة GOST R ISO 2859
العنوان باللغة الانكليزية: الأساليب الإحصائية. إجراءات أخذ العينات للتفتيش حسب الصفات. الجزء 10. مقدمة لسلسلة معايير GOST R ISO 2859