تجارب أم بيانات ضخمة أم مخططات تحكم شيوهارت؟
مقال بقلم دونالد ويلر: "أساليب مختلفة لتحسين العمليات. هل يحقق أسلوبك ما تريده؟"
دونالد ج. ويلر: "أساليب مختلفة لتحسين العمليات. هل النهج الذي تتبعه يحقق ما تحتاج إليه؟"
الترجمة: المدير العلمي لمركز AQT
سيرجي ب. غريغورييف
.
حرية الوصول إلى المقالات لا تقلل بأي حال من الأحوال من قيمة المواد الموجودة فيها.
اليوم، يتم اقتراح أساليب مختلفة لتحسين العملية. يعد تقييم كيفية عمل كل نهج أمرًا بالغ الأهمية لاختيار النهج الذي سيكون فعالاً. نحن هنا ننظر إلى مشكلة الإنتاج وكيف تحل طرق التحسين المختلفة هذه المشكلة.
مشكلة الإنتاج
ولأغراض المناقشة التالية، ستوجد علاقة سببية عندما تؤدي التغييرات في معنى السبب إلى تغييرات في معنى خاصية المنتج. نحدد هنا تأثير السبب على أنه الاختلاف الذي تم إنشاؤه في تدفق المنتج عندما يتغير السبب في النطاق الطبيعي لقيمه. عندما يكون السبب محدودًا ولا يمكن تغييره، فلن يحدث أي تغيير في تدفق القيمة للمنتج.
إن أي خاصية محددة لمنتج مصنع ستكون نتيجة لعشرات، إن لم يكن مئات، من العلاقات بين السبب والنتيجة. ويمكن تقسيم هذه الأسباب إلى مجموعتين: تلك الأسباب التي نعرفها جيدًا بما يكفي لتسميتها، وتلك الأسباب التي تعمل دون علمنا وبالتالي تظل مجهولة بالنسبة لنا. قبل أن نبدأ الإنتاج، قد تكون عواقب كل هذه الأسباب غير معروفة، مما يؤدي إلى صورة مشابهة للصورة 1.
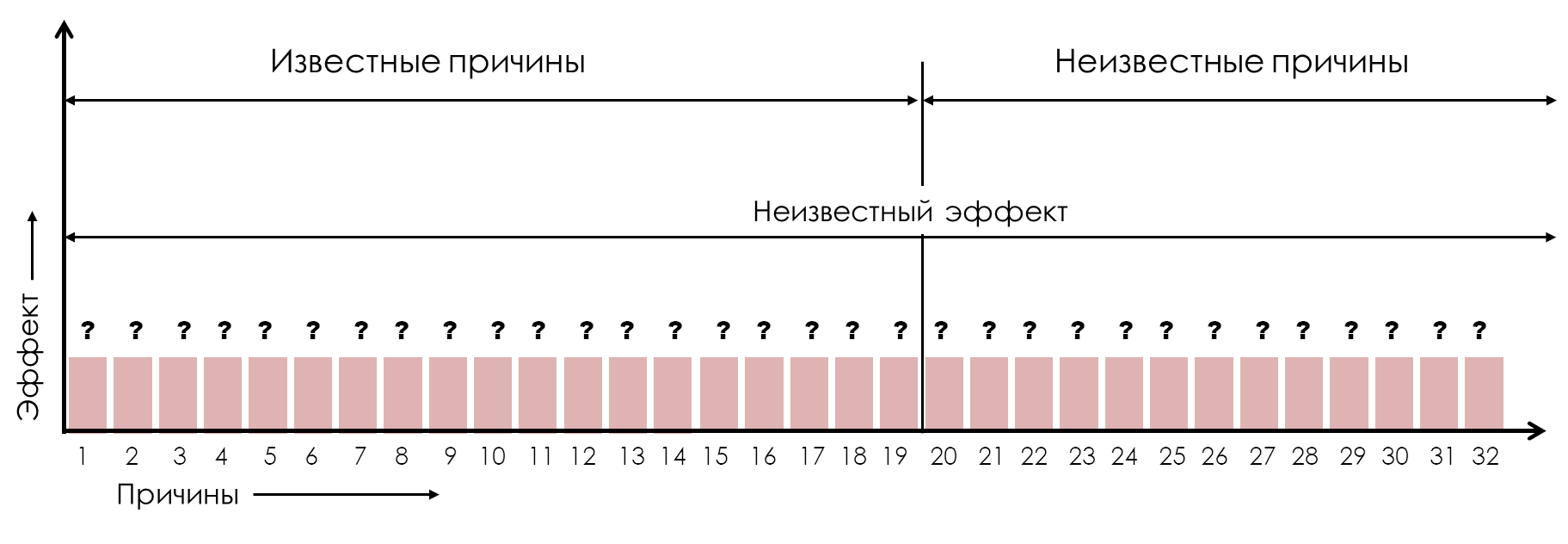
الشكل 1: فئتان من علاقات السبب والنتيجة
عادة، يدرس البحث والتطوير مجموعة فرعية من الأسباب المعروفة لتحديد عواقبها. هذه الأسباب التي تمت دراستها هي تلك التي تعتبر ذات تأثير واضح على خصائص المنتج. بمجرد معرفة هذه التأثيرات، يمكن تنظيم هذه المجموعة من الأسباب المستفادة في مخطط باريتو (المجموعتان الأولى والثانية) كما هو موضح في الشكل 2.
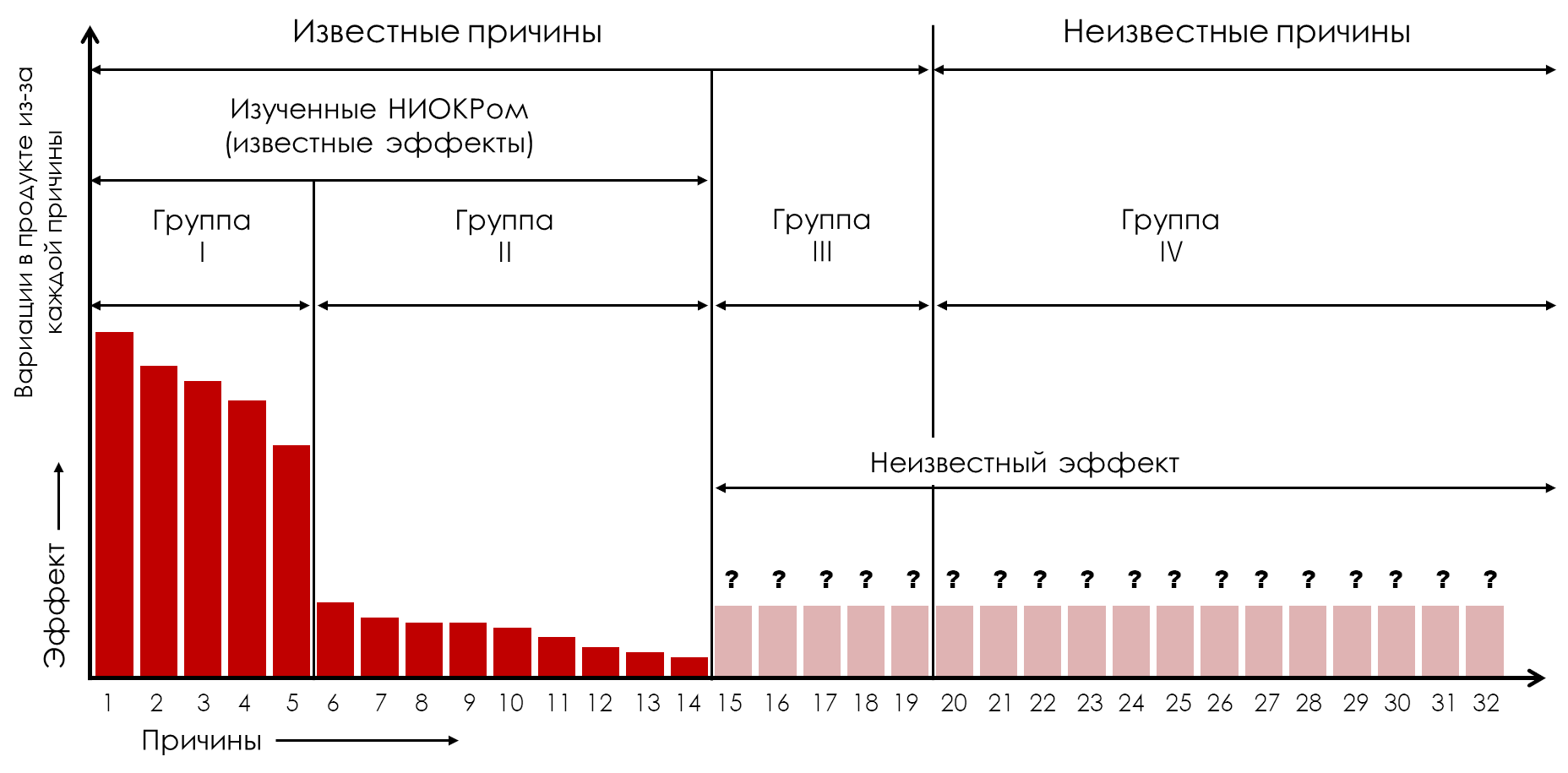
الشكل 2: مخطط باريتو للتأثيرات المعروفة للأسباب المدروسة (المجموعتان الأولى والثانية)
دعونا نحدد الأسباب من الأول إلى الخامس كأسباب المجموعة الأولى (الشكل 2، المجموعة الأولى). هذه الأسباب لها تأثيرات سائدة وهي الأسباب التي نريد السيطرة عليها أثناء الإنتاج. ومن خلال الحفاظ على ثبات هذه الأسباب الخمسة، سنزيل تأثيرها بشكل فعال من تدفق المنتج. وفي الوقت نفسه، فإن القيم الثابتة المختارة لكل سبب من هذه الأسباب الخمسة ستحدد بشكل جماعي متوسط قيمة العملية.
الأسباب من 6 إلى 14 هي أسباب المجموعة الثانية (الشكل 2، المجموعة الثانية). هذه الأسباب لها عواقب بسيطة لدرجة أننا لن نحاول السيطرة عليها في الإنتاج. (هذه هي عادة الأسباب التي تجعل تكاليف السيطرة تتجاوز فوائد السيطرة).
من بين الأسباب الأربعة عشر التي تم فحصها في البحث والتطوير، إذا لم تتم أي محاولة للسيطرة على هذه الأسباب، فإن تأثيرات خمسة أسباب في المجموعة الأولى ستمثل 85 بالمائة من التباين في تدفق المنتج، في حين أن الأسباب التسعة المتبقية في المجموعة الثانية ستساهم بنسبة 15 بالمائة من التباين في تدفق المنتج. الاختلاف. وهكذا، من خلال التحكم في المجموعة الأولى من الأسباب، فإننا نزيل 85 بالمائة من التباين في تدفق المنتج الناجم عن الأسباب المدروسة.
أسباب المجموعة الثالثة (الشكل 2، المجموعة الثالثة) هي تلك الأسباب المعروفة التي لم تتم دراستها من قبل البحث والتطوير. عادةً ما تكون هذه الأسباب تعتبر نتائجها ضئيلة وبالتالي لا تستحق الدراسة. ومع ذلك، كما هو مبين في الشكل 2، فإن هذه الأسباب ستكون لها في الواقع عواقب غير معروفة.
من أجل التيسير، نشير إلى مجمل علاقات السبب والنتيجة غير المعروفة التي تؤثر على عمليتنا دون علمنا كأسباب المجموعة الرابعة (المجموعة الرابعة).
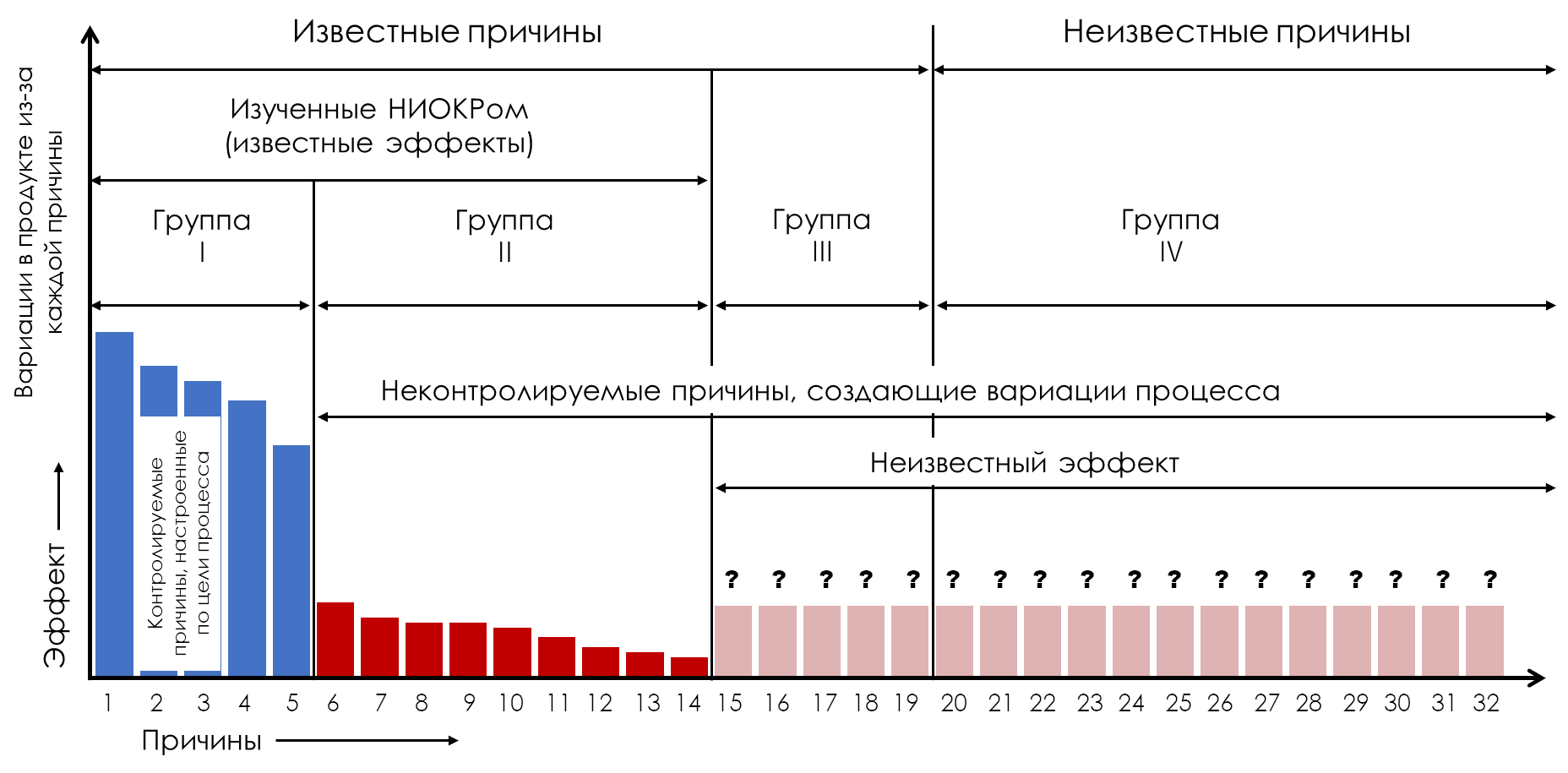
الشكل 3: يحدث اختلاف العملية نتيجة لجميع الأسباب التي لا يمكن السيطرة عليها.
ولسوء الحظ، فإن الاختلافات في تدفق المنتجات المنتجة لا تقتصر على أسباب المجموعة الثانية (المجموعة الثانية). تساهم الأسباب في المجموعتين الثالثة (المجموعة الثالثة) والرابعة (المجموعة الرابعة) أيضًا في هذا الاختلاف. وبما أن الأسباب في هذه المجموعات الثلاث (المجموعات الثانية والثالثة والرابعة) مختلفة، فإن كل منها سوف يساهم في التباين في خصائص المنتج، وجميع مصادر التباين هذه ستضيف إلى التباين في تدفق المنتج. وهذا هو السبب في أن الاختلافات الملحوظة في الإنتاج عادة ما تتجاوز الاختلافات التي تنبأ بها البحث والتطوير.
وأخيرًا، ليس هناك ما يضمن أن جميع التأثيرات غير المعروفة لأسباب المجموعتين الثالثة والرابعة ستكون ضئيلة. بالإضافة إلى ذلك، قد تتغير هذه التأثيرات مع مرور الوقت. قد تحدث هذه التغييرات بسبب البلى والتغيرات في الموظفين والتطورات في أساليب العمل والتغيرات في توريد المواد. عندما تحدث هذه التغييرات، فإنها يمكن أن تجعل تحسين العملية أكثر صعوبة.
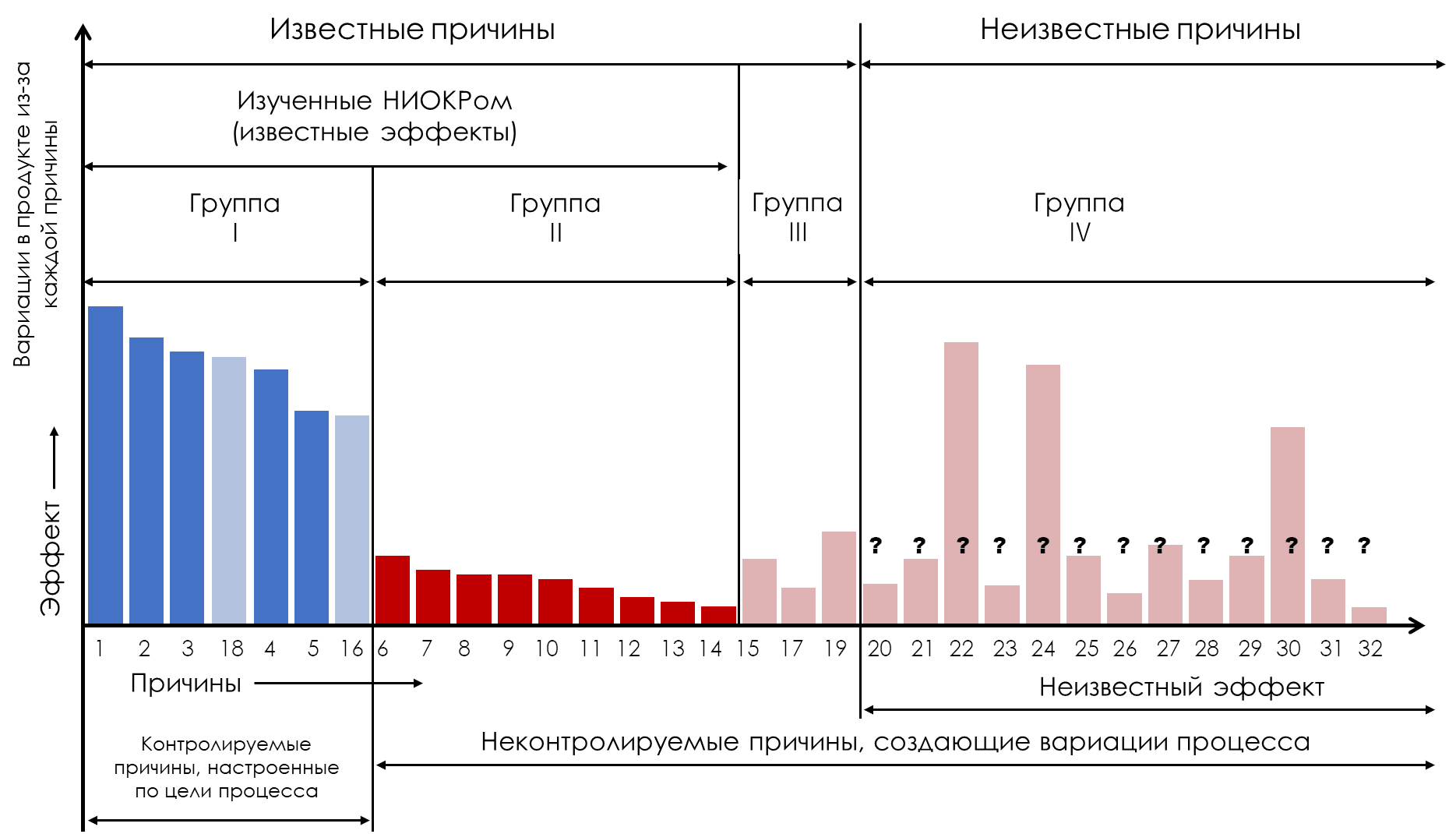
الشكل 4: بعض الأسباب التي لا يمكن السيطرة عليها قد يكون لها تأثيرات سائدة.
وبالتالي فإن الشكلين 3 و4 يوفران إطارًا يمكننا من خلاله تقييم أساليب التحسين المختلفة. وهي تصف ما نعرفه وما لا نعرفه حتى نتمكن من رؤية كيف يرتبط نهج معين بكل عنصر من عناصر مشكلة تحسين العملية.
من الشكل 3 نرى أن مشاكل ضبط العملية على هدفها (الاسمي) سوف ترتبط باختيار مستويات الأسباب في المجموعة الأولى (المجموعة الأولى). سوف ترتبط مشاكل تقليل التباين في تدفق المنتج بأسباب من المجموعات الثلاث الأخرى (المجموعات الثانية والثالثة والرابعة).
فكيف يمكننا تقليل تقلب العملية؟ بشكل أساسي، الطريقة الوحيدة لتقليل التباين هي إزالة التأثير من تدفق المنتج مع إبقاء السبب عند مستوى ثابت. بمعنى آخر، نحن نزيل التباين عن طريق نقل السبب من المجموعة الثانية أو الثالثة أو الرابعة (المجموعات الثانية والثالثة والرابعة) إلى المجموعة الأولى (المجموعة الأولى).
ومع ذلك، قبل أن يصبح نقل قضية إلى المجموعة الأولى (المجموعة الأولى) فعالاً من حيث التكلفة، يجب أن تتجاوز الفوائد التكاليف. وهذا يعني أن السبب يجب أن يكون له تأثير مهيمن قبل أن يكون من الممكن اقتصاديًا محاولة السيطرة عليه.
وبالتالي، فإن مهمة الحد من تقلبات العملية هي العثور على الأسباب ذات التأثيرات السائدة في المجموعة الثانية أو الثالثة أو الرابعة (المجموعات الثانية والثالثة والرابعة)، ومن ثم نقل هذه الأسباب إلى المجموعة الأولى (المجموعة الأولى).
النهج التجريبي
تعتمد عدة طرق لتحسين العملية على سلسلة من التجارب. تسمح لنا التجارب بدراسة الأسباب الفردية لتحديد تأثيرها على خاصية منتج معينة. تغطي هذه الأساليب التجريبية كل شيء بدءًا من التجارب البسيطة ذات السبب الواحد وحتى التجارب المصممة متعددة الأسباب. بغض النظر عن التعقيد، تتطلب الدراسات التجريبية دائمًا معالجة مدخلات العملية. وهذا يحد من الأساليب التجريبية لدراسة الأسباب المعروفة من المجموعات الأولى أو الثانية أو الثالثة (المجموعات الأولى والثانية والثالثة).
بمجرد دراسة الأسباب من المجموعة الأولى (المجموعة الأولى)، سيكون لديك دراسة التحسين. هنا سوف تسعى جاهدة لإيجاد مثل هذا المزيج من قيم أسباب المجموعة الأولى التي ستؤدي إلى القيمة المثلى لمطابقة خاصية المنتج المدروسة مع هدف العملية (الاسمي).
عندما يتم استخدام الدراسات التجريبية مع أسباب من المجموعات الثانية أو الثالثة (المجموعات الثانية والثالثة)، فإن الهدف هو تحديد أي أسباب قد يكون لها تأثير مهيمن. عند تحديد هذه الأسباب، يمكن نقلها إلى المجموعة الأولى لإزالة الاختلافات الخاصة بها من تدفق المنتج. وبطبيعة الحال، فإن التجارب مع أسباب المجموعة الثانية (المجموعة الثانية) سوف تبحث عن التأثيرات الكبيرة حيث وجد البحث والتطوير في الأصل تأثيرات صغيرة فقط. والتجارب التي تبحث في أسباب المجموعة 3 (المجموعة الثالثة) ستبحث عن التأثيرات الكبيرة حيث لم يكن من المعتقد وجود تأثيرات كبيرة. ومع ذلك، مع مرور الوقت، وبسبب البلى والتأثيرات الأخرى للإنتروبيا، فإن الأسباب التي كان لها تأثير ضئيل في السابق يمكن أن تصبح أسبابًا ذات تأثير كبير.
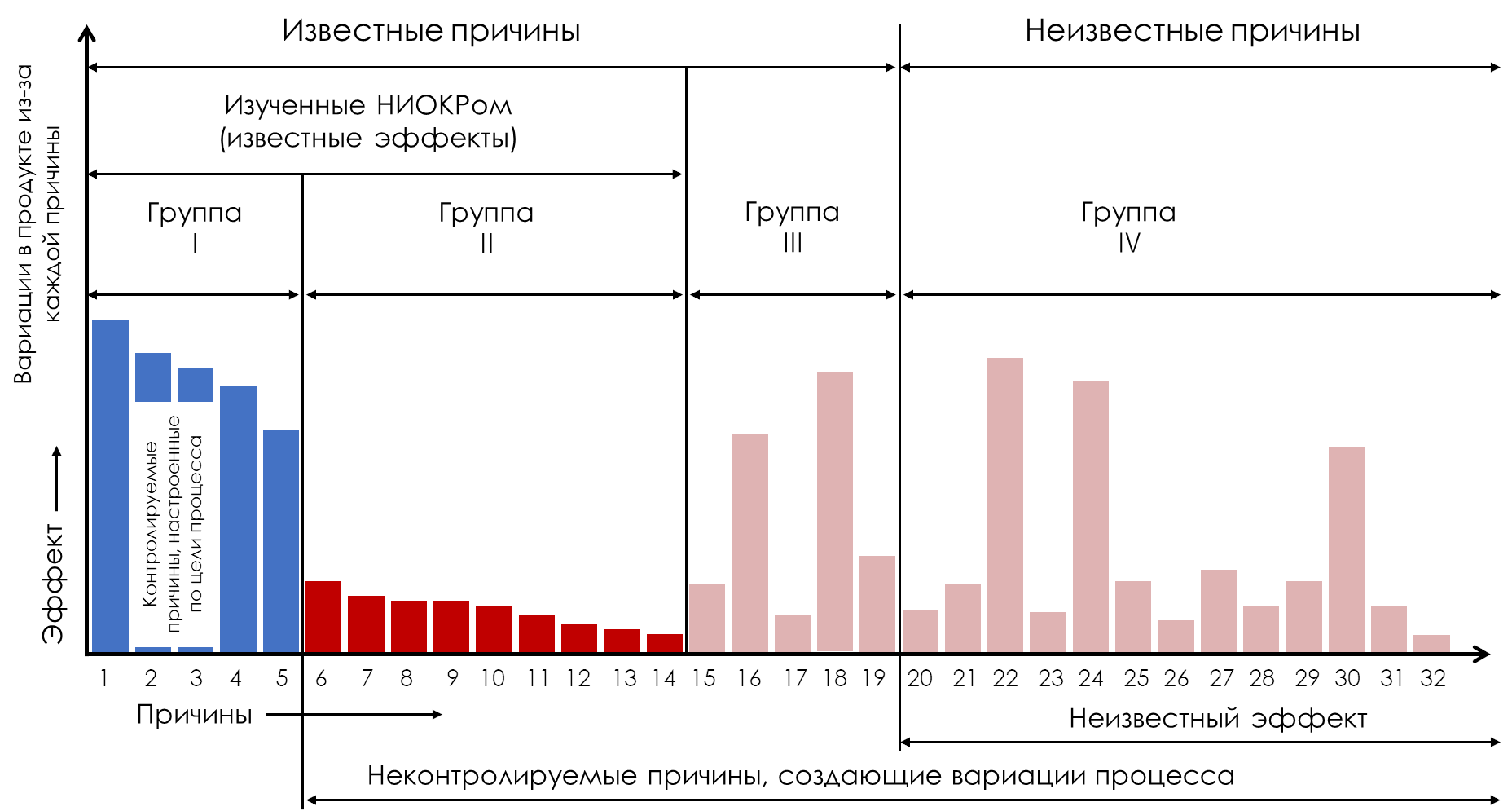
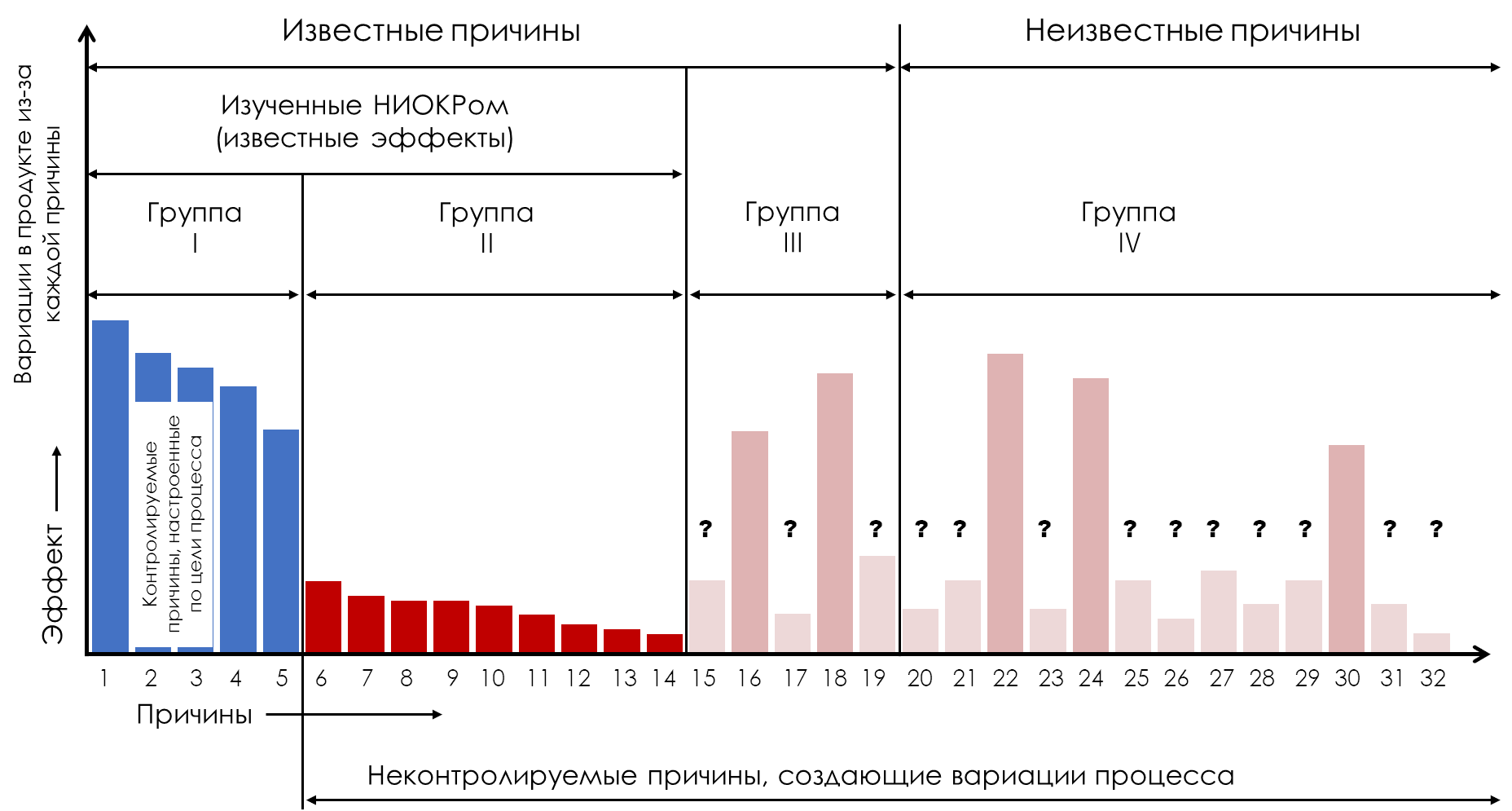
لهذا السبب، قد تكون التجارب مع أسباب من المجموعتين الثانية والثالثة (المجموعتين الثانية والثالثة) مفيدة في بعض الأحيان. في الشكل 4، وجد أن السببين 16 و18 (المجموعة الثالثة) لهما تأثيرات سائدة وبالتالي تم نقلهما من المجموعة 3 إلى المجموعة 1 (الشكل 5). أدى هذا إلى خفض متوسط تكلفة الإنتاج والاستخدام (ACP&U) لهذه العملية إلى 75 بالمائة مما كان عليه في الشكل 4.
الشكل 5: ما هي النتائج التجريبية التي يمكن تحقيقها
ولكن ماذا عن الأسباب الموجودة في المجموعة الرابعة (المجموعة الرابعة)؟ ورغم أننا لا نستطيع دراسة الأسباب المجهولة في تجربة ما، إلا أن هذا لا يعني أن نتائجنا التجريبية خالية من تأثير أي أسباب مجهولة في المجموعة الرابعة. إذا تغير السبب السائد من المجموعة الرابعة أثناء التجربة، فإنه يمكن أن يفسد التحليل ويفسد التجربة. (يمكن لمعظم الإحصائيين أن يخبروك قصصًا عما حدث عندما تداخلت بعض المتغيرات الدخيلة من خارج الدراسة مع التجربة).
وبالتالي، على الرغم من أن الدراسات التجريبية ضرورية لتصميم العملية وتسمح لنا بتحليل تأثيرات مدخلات العملية المختلفة، إلا أنها تواجه بعض القيود في مهام تحسين العملية. على الرغم من أن التجارب تتيح لنا الحصول على إجابات محددة لأسئلة محددة، إلا أن فائدتها تكون محدودة عندما لا نعرف ما هي الأسئلة التي يجب طرحها.
النهج الرصدي
يبدأ البحث التجريبي دائمًا بتحديد مجموعة من الأسباب للدراسة. النهج الرصدي لا يفعل هذا. وبدلا من ذلك، فإنهم يسعون إلى الحصول على نظرة ثاقبة لعملية تستخدم البيانات الموجودة. نظرًا لأنه سيتم عادةً الحصول على البيانات الموجودة بينما تظل الأسباب في المجموعة 1 (المجموعة الأولى) ثابتة، فإن أساليب المراقبة ستميل إلى التركيز على الأسباب التي لا يمكن السيطرة عليها.
الشكل 6: ما نحتاج إلى معرفته
الفكرة وراء النهج الرصدي هي أننا لا نحتاج حقًا إلى معرفة أحجام جميع التأثيرات في الشكل 6. وبدلاً من ذلك، نحتاج فقط إلى معرفة الأسباب التي لا يمكن السيطرة عليها والتي لها التأثيرات السائدة (هنا تسبب 16، 18، 22، 24 و 30). بمجرد أن نعرف الأسباب التي لها تأثيرات كبيرة بما يكفي لتغيير تدفق المنتجات، فإننا نعرف الأسباب التي يجب نقلها إلى المجموعة الأولى (المجموعة الأولى). ويمكننا أن نتخذ هذا القرار بشأن هذه الأسباب دون أن نحدد حجم عواقبها فعليًا. سيتم شرح خصائص النوعين الرئيسيين من الدراسات الرصدية أدناه.
طرق تتبع البيانات
بفضل قوة الحوسبة اليوم، أصبحت الأساليب الجديدة البارعة لتحليل البيانات الموجودة شائعة. كان يُطلق على هذه الأساليب اسم تتبع البيانات، ولكنها تُعرف اليوم باسم أساليب البيانات الضخمة أو الذكاء الاصطناعي أو التعلم الآلي. بغض النظر عن الاسم، تقوم هذه الأساليب بجمع كافة البيانات المتاحة في قاعدة بيانات واستخدام بعض التقنيات الرياضية للعثور على الأنماط أو المجموعات أو العلاقات في البيانات. وبقدر ما يبدو هذا واعدا، وبغض النظر عن عدد المتغيرات المستخدمة، فإن المشكلة الرئيسية في هذه الأساليب هي أن البيانات ستكون دائما ذات سياق غير كامل.
السياق مهم جدًا للتحليل لدرجة أنه البديهية الأولى لتحليل البيانات: لا توجد بيانات لها أي معنى خارج السياق. ومع ذلك، لن يكون لمناهج تتبع البيانات مطلقًا سياق كامل. بغض النظر عن عدد المتغيرات التي تقوم بتضمينها في قاعدة البيانات، فلن تتمكن أبدًا من تضمين متغيرات من المجموعة الرابعة (المجموعة الرابعة). لن يتم أبدًا قياس علاقات السبب والنتيجة غير المعروفة، وبالتالي لا يمكن أن تكون جزءًا من قاعدة البيانات. (إذا كنا نعرف ما يكفي لقياس تأثيراتها، فإنها ستكون أسبابًا معروفة وليست أسبابًا غير معروفة). لذلك، في حين أن أساليب تتبع البيانات يمكن أن تساعدك على اكتشاف العلاقات بين الأسباب المعروفة وخصائص منتجك، إلا أنها لا تستطيع تحديد أي أسباب - أو أسباب غير معروفة.
الافتراض الضمني وراء جميع طرق تتبع البيانات هو أن هناك تجانسًا في الظروف وراء البيانات - أي أن المتغيرات غير المدرجة في قاعدة البيانات ليس لها أي تأثير حقيقي على النتائج قيد الدراسة. ومع ذلك، لا يوجد اختبار فعال لهذا الافتراض الأساسي. عندما تهيمن الأسباب غير المعروفة على العملية، فإنها يمكن أن تشوه الأنماط المكتشفة بواسطة طرق تتبع البيانات بشكل كامل. وبالتالي، على الرغم من أن هذه الأساليب تحاول العثور على أنماط بين المتغيرات المعروفة، إلا أنه يمكن تقويضها من خلال المتغيرات في المجموعة الرابعة (المجموعة الرابعة).
قوائم مراجعة سلوك العملية
أثبتت مخططات التحكم في سلوك العملية (مخططات التحكم في Shewhart) أنها أسلوب مراقبة لتحسين العملية. يعطون التعريف التشغيلي كيفية الحصول على أقصى استفادة من أي عملية. تعكس سجلات أداء المنتج الحالية (النقاط الموجودة على مخطط التحكم) الأداء الفعلي للعملية. تحدد حدود مخطط التحكم إمكانات العملية - ما تستطيع العملية تحقيقه عندما تعمل على النحو المنشود مع الحد الأدنى من التباين. من خلال تعيين أداء العملية لإمكانات العملية، يتيح لك مخطط التحكم في سلوك العملية تقييم مدى قرب العملية من التشغيل بكامل إمكاناتها. كما يسمح لنا بتحديد متى حدث تغيير في العملية. وهذه التغيرات هي المفتاح لتحديد الأسباب المجهولة ذات التأثيرات السائدة من المجموعة الرابعة (المجموعة الرابعة).
يزعم بعض النقاد، الذين لا يفهمون كيفية عمل مخططات التحكم التي وضعها شيوهارت، أنها "عفا عليها الزمن". ولكن عندما يتعلق الأمر بالرياضيات، فإن العمر لا يقلل من قيمة التقنية أو يغير إمكانية تطبيقها. نظرية فيثاغورس عمرها 2500 سنة على الأقل. قام والتر شوهارت بإنشاء مخطط التحكم في سلوك العملية منذ أكثر من 90 عامًا. إن المفهوم الكامن وراء مخطط التحكم أقدم من 2200 عام. لقد كان أرسطو هو الذي علمنا أنه يجب علينا أن ننظر إلى تلك النقاط التي يتغير فيها النظام حتى نتمكن من اكتشاف الأسباب التي تؤثر على النظام. وهذا هو في الأساس ما تسمح لنا مخططات التحكم في سلوك العملية بالقيام به.
من خلال تحديد النقاط التي تتغير فيها العملية، يتيح لنا مخطط التحكم في سلوك العملية اكتشاف الأسباب ذات التأثيرات السائدة الناشئة عن أي من المجموعات الأربع (المجموعات الأولى والثانية والثالثة والرابعة).
من خلال الانتظار حتى تظهر العملية تغييرًا في السلوك، فإننا نسمح أيضًا للعملية بتحديد أولويات الأسباب وفقًا لحجم آثارها. وبهذا نكتشف الأسباب التي لها تأثيرات سائدة، دون إضاعة الوقت والجهد في دراسة أسباب كثيرة ذات تأثيرات ضئيلة.
فقط بمنهج شيوارت وأرسطو يمكننا اكتشاف الأسباب المجهولة من المجموعة الرابعة (المجموعة الرابعة) ذات التأثيرات السائدة. على الرغم من أن مخطط التحكم في سلوك العملية يمكنه تحديد الأسباب المعروفة وغير المعروفة مع التأثيرات السائدة التي تنشئ الإشارات المكتشفة بواسطة مخططات التحكم في سلوك العملية، فإن القدرة على التعرف على الأسباب في المجموعة الرابعة (المجموعة الرابعة) هي الفائدة الرئيسية لاستخدام مخططات التحكم . وهذا يسمح لنا بالتعرف على الأخطاء والممارسات السيئة والأشياء الغبية التي تحدث بالفعل في التصنيع ولكن لا يمكن دراستها أبدًا في أي برنامج بحث وتطوير (R&D). وهذا يسمح لنا بالكشف في الوقت الفعلي عن حدوث خطأ ما حتى يمكن تصحيحه في الوقت المناسب. وبالتالي، تعتبر مخططات التحكم في سلوك العملية أكثر عمومية وموثوقية من الأساليب الأخرى.
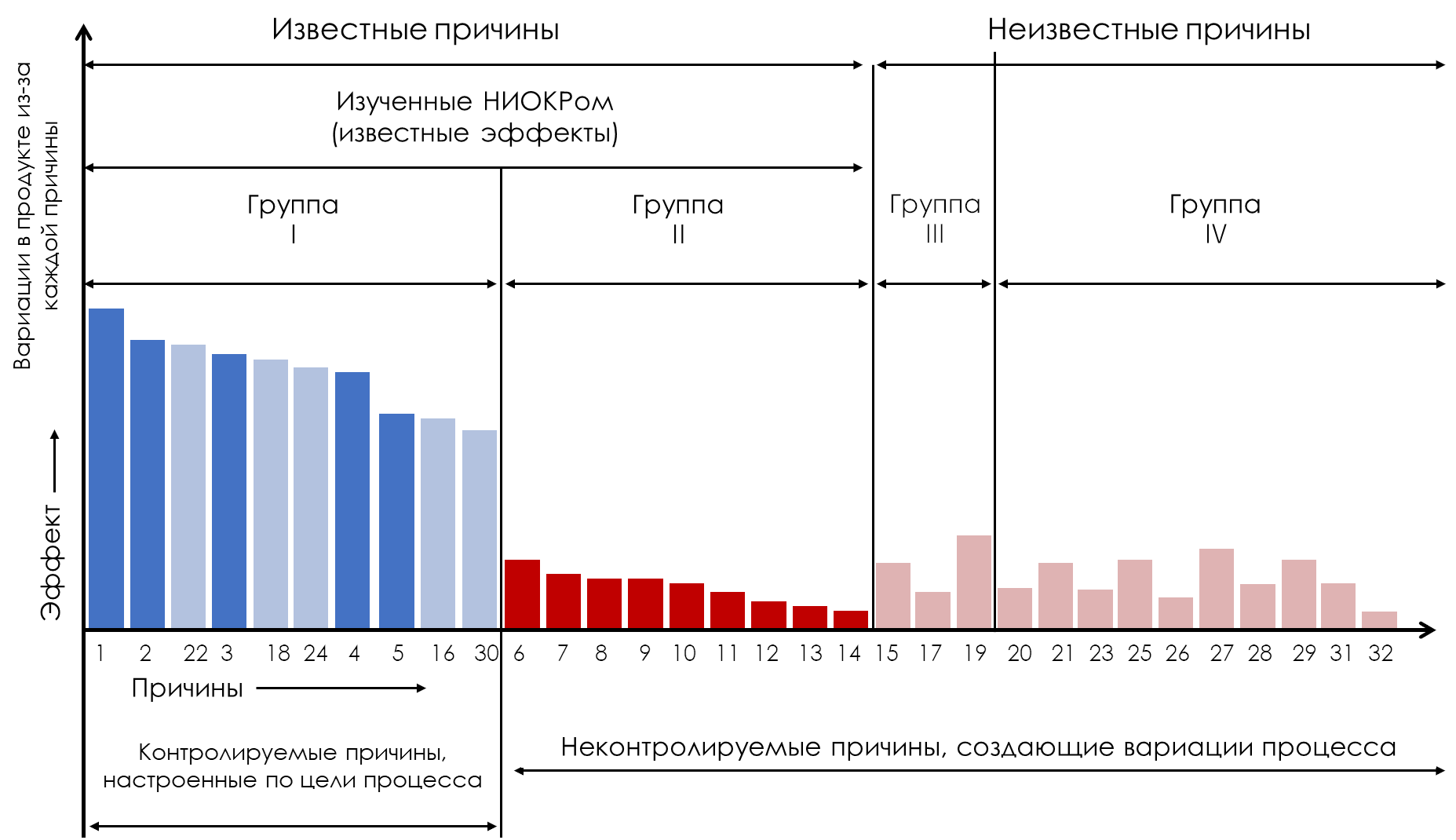
الشكل 7. ما يمكن تحقيقه باستخدام مخطط التحكم في سلوك العملية
بالنسبة للعملية الموضحة في الشكل 7، سيكون متوسط تكلفة الإنتاج والاستخدام (ACP&U) 25 بالمائة فقط من متوسط تكلفة الإنتاج والاستخدام للعملية الموضحة في الشكل 4. وترجع الزيادة في الجودة والإنتاجية بمقدار أربعة أضعاف لحركة الأسباب: 22 و 18 و 24 و 16 و 30 إلى المجموعة الأولى.
انظر شرح هذه الفقرة في الوصف وظائف فقدان الجودة تاجوتشي .
ملخص
لا يمكن للمناهج التجريبية لتحسين العملية إلا دراسة العلاقات المعروفة بين السبب والنتيجة. على الرغم من أن مثل هذه الدراسات ضرورية في ضبط العملية، إلا أن لها قيودًا كطريقة لتحسين العملية. ستكرر دراسات السبب في المجموعتين الأولى والثانية (المجموعتان الأولى والثانية) الدراسات السابقة، وستهدف دراسات السبب في المجموعة الثالثة (المجموعتان الثالثة) إلى العثور على شذرات فاتت في الدراسات السابقة. ومن ثم، فإن الدراسات التجريبية للأسباب في المجموعتين الثانية والثالثة (المجموعتان الثانية والثالثة) سوف تتطلب الوقت والمال والجهد للتأكد بشكل أساسي من أن معظم هذه الأسباب لا تزال ذات تأثيرات ضئيلة. علاوة على ذلك، لا يمكن للتجارب دراسة أسباب المجموعة الرابعة (المجموعة الرابعة)، وقد يتم تقويض النتائج التجريبية بأسباب المجموعة الرابعة ذات التأثير السائد.
تشمل أساليب تتبع البيانات لتحسين العملية البيانات الضخمة، والذكاء الاصطناعي، وتقنيات التعلم الآلي التي تسعى إلى نمذجة البيانات واكتشاف العلاقات باستخدام الأسباب في المجموعتين الثانية والثالثة (المجموعتان الثانية والثالثة). لسوء الحظ، على الرغم من تعقيدها وتعقيدها، يمكن أيضًا تقويض هذه الأساليب من خلال المجموعة الرابعة من الأسباب (المجموعة الرابعة) ذات التأثيرات السائدة.
يبحث مخطط التحكم في سلوك العملية بشكل صريح عن حالات الفشل الناجمة عن أسباب معروفة وغير معروفة. يتيح لنا نهج أرسطو في دراسة النقاط التي تتغير فيها العملية اكتشاف أشياء خارجة عن نطاق الدراسات التجريبية والتي لا يمكن اكتشافها بواسطة طرق تتبع البيانات. بالإضافة إلى ذلك، فإن نهج مخطط التحكم في سلوك العملية لا يضيع الوقت والجهد في قياس التأثيرات التافهة. من خلال التركيز دائمًا على الأسباب ذات التأثيرات المهيمنة، تمكننا مخططات التحكم في سلوك العملية من تعلم كيفية تشغيل عملياتنا بشكل يمكن التنبؤ به، مع الحد الأدنى من الاختلاف وبدقة على الهدف.
لذا، إذا كنت واثقًا من قدرتك على اكتشاف شيء ما فاته الباحثون والمطورون، فاستمر واتبع منهجًا تجريبيًا لتحسين العملية.
أو، على عكس أرسطو، كنت واثقًا من أن عمليتك لا تتغير بمرور الوقت، فاستخدم أحد أساليب تتبع البيانات لتحسين العملية. تعقيد وتعقيد هذه التقنيات لن يترك أي شخص غير مبال. لكن ضع في اعتبارك أن نتائجك قد تكون موثوقة مثل بيت من ورق.
إذا كنت تريد ببساطة تحسين عمليتك، فاستخدم قوائم مراجعة سلوك العملية لمعرفة كيفية استخدام عمليتك إلى أقصى إمكاناتها. لا شيء يقترب حتى من إعطاء الكثير بجهد قليل.