مراقبة العمليات الإحصائية (SPC) ضد الممارسة الخاطئة المتمثلة في تقنين (توقيت) عمليات الإنتاج والعمليات. وكيف تساعد مخططات التحكم في Shewhart في تحسين تخطيط الإنتاج.
المادة من إعداد: المدير العلمي لمركز AQT سيرجي ب. غريغورييف .
حرية الوصول إلى المقالات لا تقلل بأي حال من الأحوال من قيمة المواد الموجودة فيها.
"إن الإدارة القائمة على الجودة تغير بشكل كبير فهم دور المدير. يجب أن يصبح المدير قائداً مهمته الرئيسية هي إنشاء نظام يمكّن الموظفين من العمل بفعالية. والشرط الضروري لتنفيذ هذا الدور هو فهم القائد للاختلافات بين الأسباب العامة والخاصة للتقلب.
يتجاهل إجراء التقييس المطبق عالميًا للعمليات والعمليات تمامًا طبيعة تنوع العمل الذي يتم توحيده. ولهذا السبب، ليس من المنطقي حتى الحديث عن الموحدين والمديرين مع الأخذ في الاعتبار الاختلافات في الحالات التي يمكن العثور فيها على العمل الذي يتم توحيده، أي التحكم إحصائيًا (السلوك المتوقع) أو غير القابل للتحكم إحصائيًا (لا يمكن التنبؤ به).
مجرد التفكير في ذلك! يمكنك "التطبيع" عن طريق إجراء تقدير نقطي لعملية أو عملية في وقت عشوائي، ثم استخدام هذه البيانات في التخطيط والتحكم.
في حالة الفوضى الكاملة، يساعد التقنين في اكتساب بعض المعرفة حول عملية لا تعرف عنها شيئًا، ولكنه يعمل بعد ذلك كعائق أمام تحسين العملية. لماذا تهتم بتحسين العمليات إذا تم استيفاء مؤشراتها الموحدة؟ إذا لم يتم مراعاتها، فإننا نحرم "عمال التبديل المذنبين" ونفرض عليهم غرامة. فإذا تداخلت القاعدة نحو الأفضل، فإننا نكافئ "المشاركين"، وربما نراجع "القاعدة" في اتجاه تشديدها.
أجب عن السؤال: إذا كان الرسم البياني (الشكل 1.) يعرض ناتجًا مهمًا لإحدى عملياتك، على سبيل المثال، الإخراج لكل نوبة عمل، حيث يمكنك تعيين هدف "حقيقي" على المحور الرأسي (خطة، معيار، مهمة) لهذا المؤشر للتحولات القادمة أو مهمة التحول؟ في أي نقطة أو منطقة رمادية من 1 إلى 4؟ تذكر إجابتك.
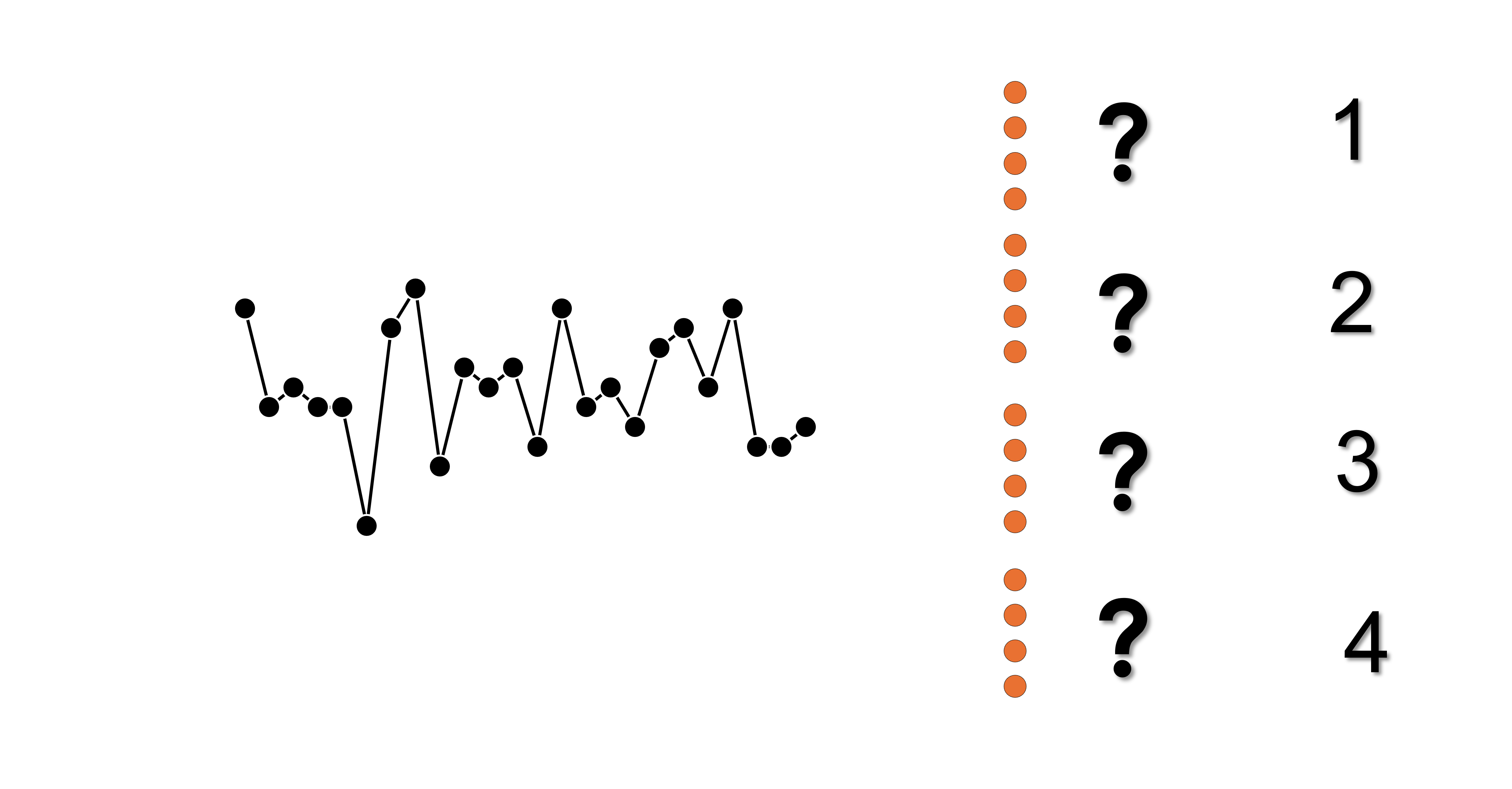
الشكل 1. الجدول الزمني للعملية. عند أي نقطة رمادية سيتم تحديد الهدف العددي "الحقيقي" للعملية؟
الدليل 1
العملية الخاضعة لـ "التطبيع" تكون في حالة يتم التحكم فيها إحصائيًا. إذا قمت بتحديد هدف في المناطق 2 أو 3:
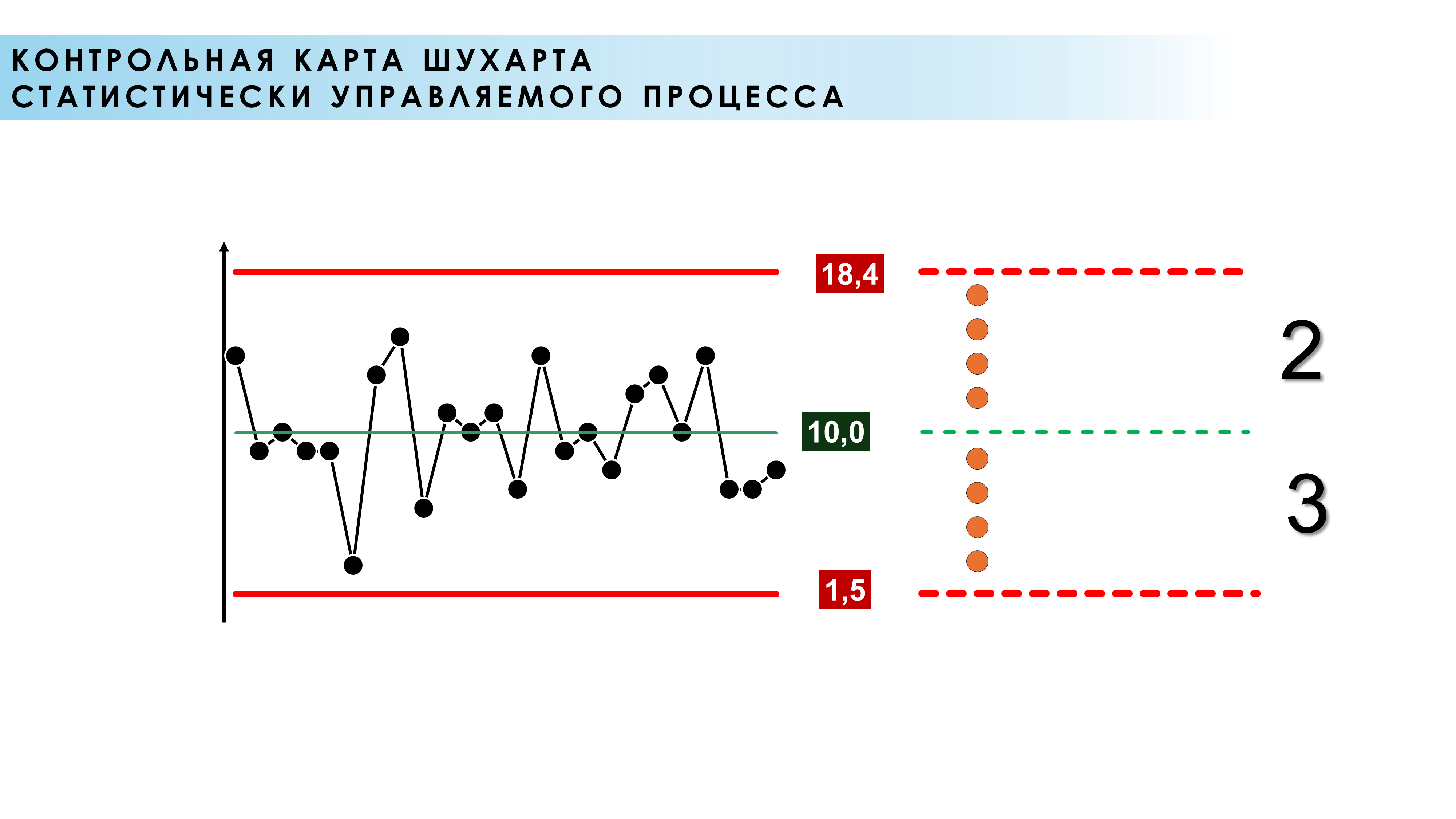
الشكل 2. مخطط التحكم شيوهارت لعملية تسيطر عليها إحصائيا. الهدف العددي لعملية في المنطقة 2 أو 3. CL - الخط الأوسط، ВКГ - حد التحكم العلوي، LKG - حد التحكم الأدنى
الإجابة: عندما تظهر عملية ما درجة معقولة من التحكم الإحصائي، يكون سلوك العملية قابلاً للتنبؤ به وتكون في أفضل حالاتها. مثل هذه العملية (والأشخاص الموجودين فيها) يفعلون كل ما في وسعهم (انظر الشكل 2). يمكن استخدام معرفة السلوك السابق لمثل هذه العملية للتنبؤ بمستقبلها، أي الاختلافات العشوائية ضمن حدود التحكم مع البيانات الموزعة وفقًا لقاعدة عامة (الشكل 3). لفهم المواد الواردة في هذه المقالة بشكل أفضل، ننصحك بقراءة المقالة أولاً: طبيعة التباين (الاختلافات وقابلية التغيير) هي أساس التفكير الإحصائي .
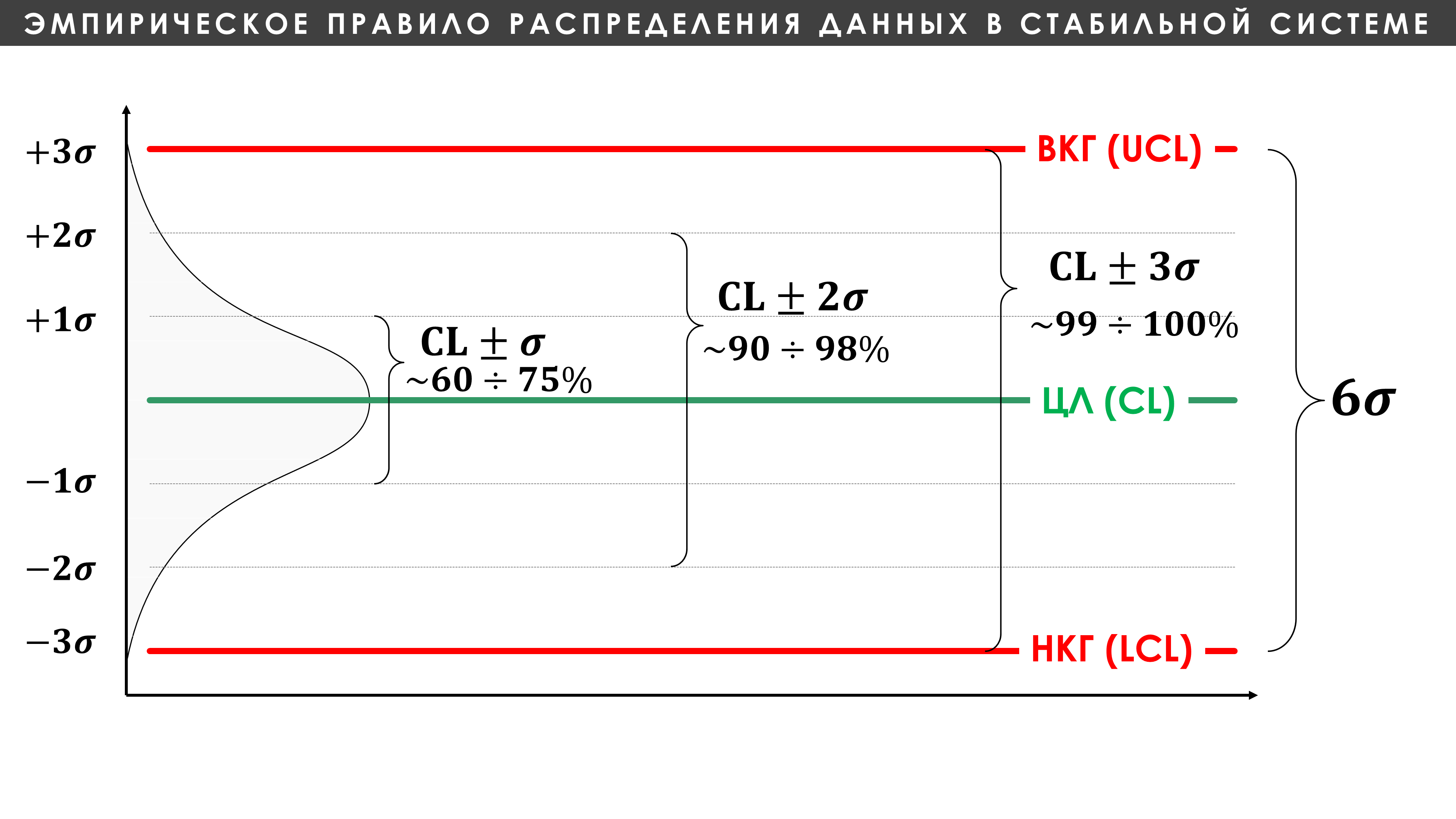
الشكل 3. القاعدة الأساسية لتوزيع البيانات في نظام مستقر. مخطط التحكم شيوهارت. LCG - حد التحكم الأدنى للعملية، ВКГ - حد التحكم العلوي للعملية.
"توفر لنا القاعدة الأساسية طريقة مفيدة لوصف البيانات باستخدام مقياس الموضع ومقياس التشتت. إذا أعطيت مجموعة متجانسة من البيانات، فإن:
1) ما يقرب من 60-75% من البيانات تقع ضمن وحدة سيجما واحدة على جانبي المتوسط؛
2) ما يقرب من 90 إلى 98% من البيانات تقع ضمن وحدتي سيجما من المتوسط؛
3) ما يقرب من 99-100٪ من البيانات لا تبعد أكثر من ثلاث وحدات سيجما عن المتوسط.
وحدة سيجما (σ) هي مقياس لحجم البيانات. يمكن تحويل إحصائيات التشتت العامة إلى (σ)-وحدات باستخدام الصيغ المنشورة*."
* صيغ حساب وحدات σ، انظر [11.1] GOST R 50779.42-99 (ISO 8258-91).

الشكل 4. عرض توزيع البيانات والتحكم المقابل في مخطط XbarR (خريطة XR) لوسائل ونطاقات المجموعات الفرعية لعملية لا تتغير بمرور الوقت وتكون في حالة يتم التحكم فيها إحصائيًا (عملية مستقرة).
فكر في الأمر: هل قام القائمون على توحيد المعايير بعملهم من خلال عملية كانت في حالة خاضعة للتحكم إحصائيًا؟ كيف علمت بذلك؟ في أي يوم (نقطة)؟
وفي هذه الحالة (الشكل 2)، فإن التدخل في سير العملية على شكل أهداف ومعايير عددية محددة يتم وضعها عند أي نقطة بين حدود التحكم العلوية والسفلية على طول المحور العمودي، يعد بمثابة "لعبة الروليت" في نطاق محدود. يتراوح. مثل هذه اللعبة لا علاقة لها بالتخطيط، ناهيك عن تحسين العملية.
إذا قمت بتحديد هدف في المناطق 1 أو 4:
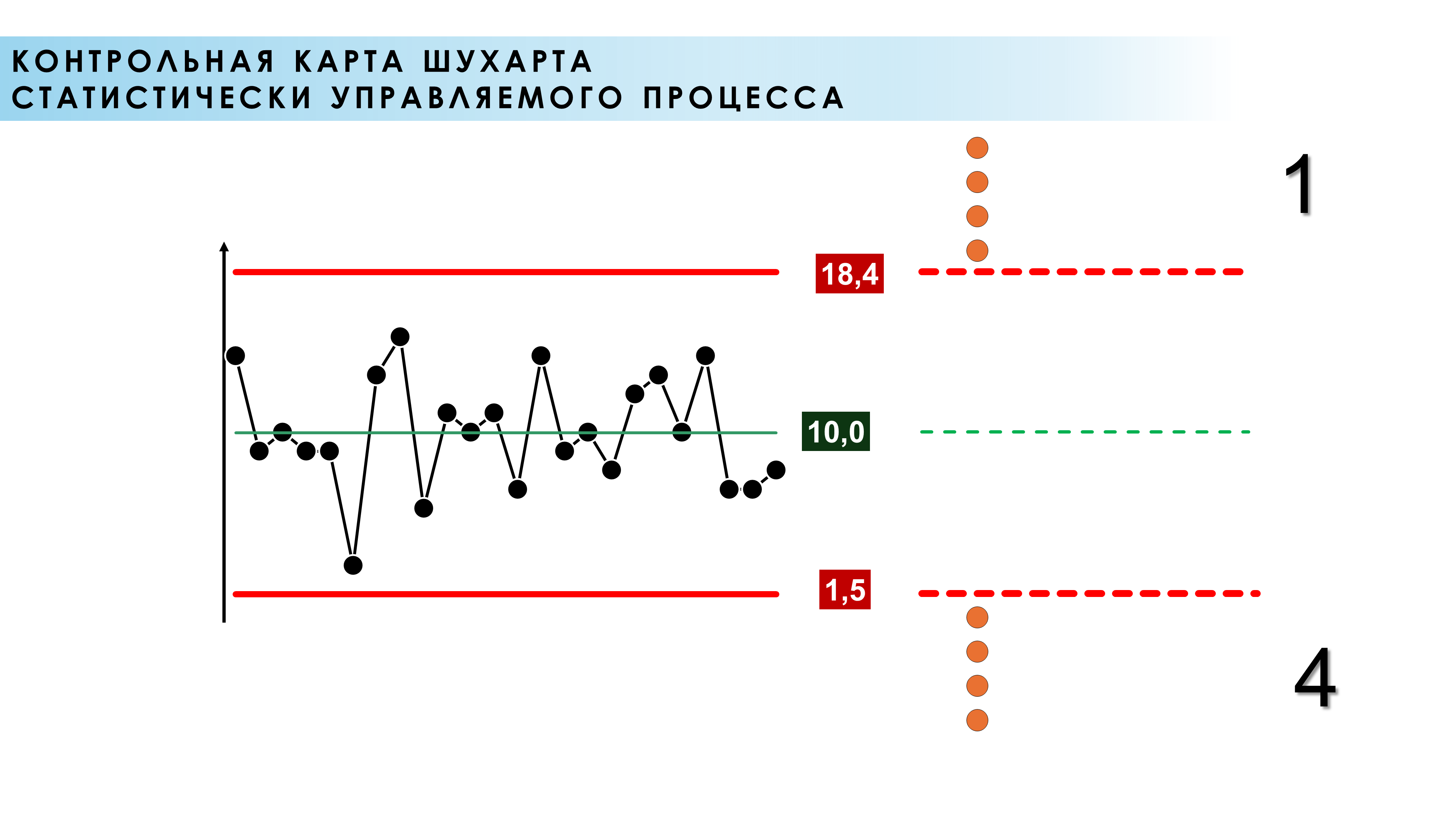
الشكل 5. مخطط التحكم شيوهارت لعملية تسيطر عليها إحصائيا. هل سيكون هدف العملية العددية "الحقيقي" الذي حددته أعلى أو أدنى من حدود التحكم الطبيعي للعملية (خارج حدود التحكم)؟ CL - الخط الأوسط، ВКГ - حد التحكم العلوي، LCG - حد التحكم الأدنى
إن الهدف الذي يقع خارج نطاق التحكم في عملية يتم التحكم فيها إحصائيًا ليس له أي معنى بالنسبة للعمال.
إذا كان الهدف أعلى من قدرات النظام (فوق الحد الأعلى للتحكم)، فإن هذا الهدف يسبب تهيجًا واستياءً بين العمال. لن أتحدث عن خيار التخطيط من قبل إدارة معقولة لتوليد الطاقة تحت الحد الأدنى للتحكم (المنطقة 4)، في ظل نفس الظروف، باعتباره موقفًا غير مرجح.
توقع نقاط أعلى من حد التحكم العلوي أو أقل من الحد الأدنى (الشكل 5، المنطقتان 1 و4)، لعملية في حالة يتم التحكم فيها إحصائيًا، ممكن فقط في ثلاث حالات [1]:
1. تشويه بسيط للبيانات.
2. تشويه النظام (على سبيل المثال، التحسين الفرعي على مؤشر محدد، على سبيل المثال، المؤشر 3، على حساب المؤشرات الأخرى التي لا تقل أهمية). انظر الشكل 6. (قبل التشويه) والشكل 7. (بعد التحريف).
3. تغيير النظام (العملية) من قبل الإدارة. وهذا بالضبط ما يجب أن تفعله إدارة الشركة. انظر الشكل 8 و9.

الشكل 6. المؤشرات المتعقبة قبل تدخل تشويه العملية.

الشكل 7. المقاييس المتعقبة بعد تدخل تشويه العملية.
القرار الأفضل
إن البحث عن أسباب محددة تسبب اختلافات عشوائية ملحوظة أعلى أو أقل من المتوسط ضمن نطاق من حدود التحكم، في عملية توضح درجة معقولة من التحكم الإحصائي، ليس فعالاً من حيث التكلفة. لمزيد من التحسينات (تحويل العملية المتوسطة نحو الهدف المنشود وتقليل تشتت البيانات)، يلزم إجراء تغييرات نظامية تقع ضمن اختصاص كبار المديرين، على مستوى تصميم العملية وتحسين جميع المدخلات فيها، وهي: جودة العمليات. المواد الخام والمواد، والحالة الفنية للمعدات والأدوات، وتدريب الموظفين، والبيئة، وأسلوب الإدارة، واكتمال ووضوح المواصفات الفنية، وما إلى ذلك. هل يمكن للعامل التأثير على هذه العوامل في نتيجة أنشطته؟ سيسمح لك مخطط التحكم في العمليات الذي يتم التحكم فيه إحصائيًا دائمًا بتتبع نتائج أي تغييرات تجريها الإدارة. انظر الشكلين 8 و9.

الشكل 8. تقييم التغيرات في العملية (النظام) في فترة ذات دلالة إحصائية. توجيه الهدف نحو عملية أعلى من المتوسط مع انخفاض مستمر في التباين.
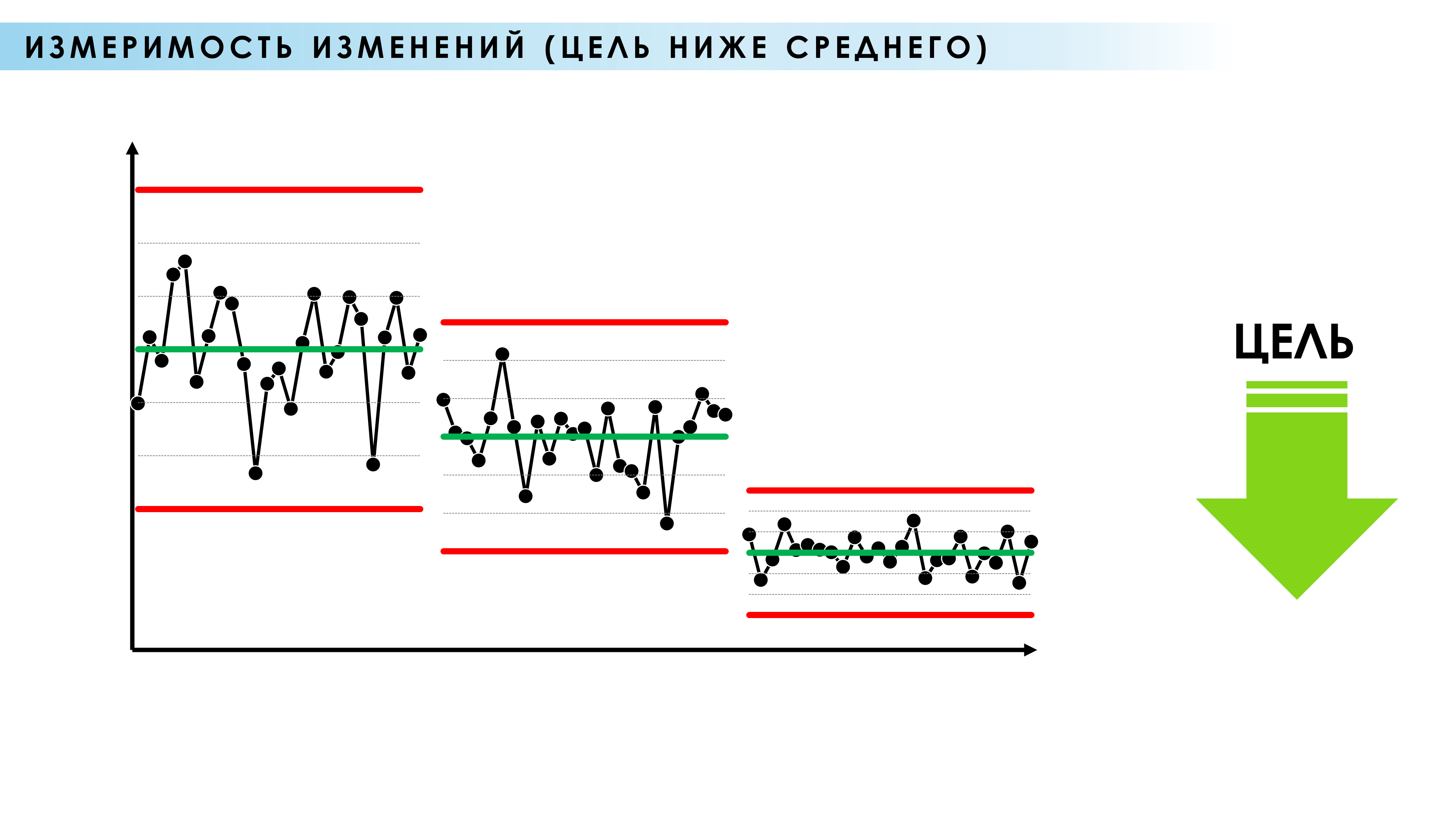
الشكل 9. تقييم التغيرات في العملية (النظام) في فترة ذات دلالة إحصائية. توجيه الهدف نحو عملية أقل من المتوسط مع انخفاض مستمر في التباين.
دعونا نعود إلى التقنين
يشير المديرون الذين تحدثت معهم دائمًا إلى حقيقة أن العمال يستخدمون عمدًا الأوضاع "البطيئة" عندما يتم "تقنينها". والمثير للدهشة أن العامل يشعر لا شعوريًا، رغم عدم وجود تفسير علمي، بتأثير الصدفة على عمله، أكثر وأقل من المتوسط. من المؤكد أن الإدارة ستقبل كالمعتاد تقلبًا عشوائيًا لمعلمة موحدة من المتوسط في الاتجاه الذي تريده الإدارة. ونفس التقلب العشوائي في الجانب "غير المرغوب فيه" من المتوسط سيخضع للتحليل الكامل والبحث عن أسباب خاصة. و"من يبحث سيجد دائمًا" حتى ما ليس موجودًا.
وبدون فهم مديري المؤسسات لطبيعة التباين، لا يمكن أن توجد بيئة للتعاون بين العمال والإدارة. ونتيجة لذلك، يستمر انعدام الثقة في الإدارة والخوف. ستكون نتيجة خوف العمال أنهم سوف يخفون بشكل موثوق مشاكل العمليات (المعلومات المهمة لتحسين العملية). فهل هذا ما أردت تحقيقه عندما بدأت برنامج توحيد عمليات الإنتاج؟
انظر وصف التجارب "القمع والهدف" و "الخرز الأحمر" - عروض ممتازة لطبيعة الاختلاف والممارسات الإدارية المشتركة.
"لا يرتبط أكثر من 6٪ من جميع المشكلات (أو فرص التحسين) في المنظمات بأسباب خاصة للاختلاف؛ وبالتالي، من المحتمل (ولكن ليس بالضرورة!) أن تكون في مجال نشاط الموظفين العاديين. في هذه الحالة، الأعلى يمثل المديرون ما لا يقل عن 94٪ من جميع التحسينات المحتملة للنظام الذي يعمل فيه موظفوهم.
لن تتمكن أي سيطرة أو مستوى من المهارة المهنية للعمال من التغلب على العيوب الأساسية في النظام."
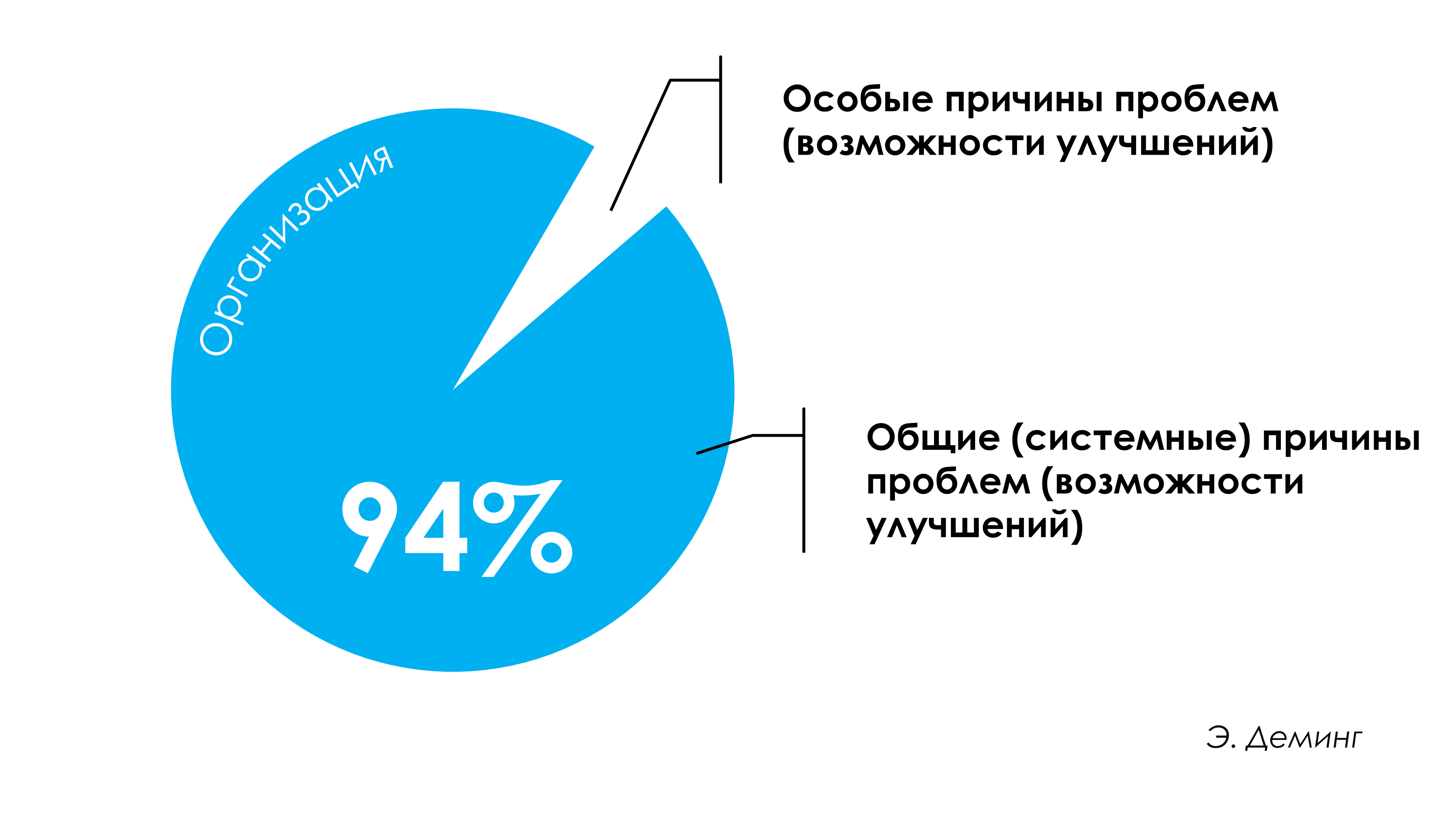
الشكل 10. يمثل كبار المديرين ما لا يقل عن 94٪ من جميع الفرص المحتملة لتحسين النظام الذي يعمل فيه موظفوهم. إي ديمينغ
الدليل 2
تكون العملية الخاضعة لـ "التطبيع" في حالة لا يمكن السيطرة عليها إحصائيًا (لا يمكن التنبؤ بها).
إذا أظهرت العملية حالة خارجة عن السيطرة إحصائيًا، فلا يمكن التنبؤ بسلوكها (انظر مخطط التحكم في الشكلين 11 و12 أدناه). ولا جدوى من التنبؤ بإمكانيات مثل هذه العملية استناداً إلى ماضيها ومناقشة إمكانية تكرارها.

الشكل 11. مخطط التحكم لشوهارت لعملية لا يمكن السيطرة عليها إحصائيا وهدف عددي لا معنى له. CL - الخط الأوسط، ВКГ - حد التحكم العلوي، LCG - حد التحكم الأدنى.

الشكل 12. عرض توزيع البيانات ومخطط التحكم في شيوهارت لوسائل ونطاقات المجموعة الفرعية لعملية متغيرة بمرور الوقت تكون في حالة لا يمكن التحكم فيها إحصائيًا (عملية غير مستقرة).
فكر في الأمر: هل قام القائمون على توحيد المعايير بعملهم من خلال عملية كانت في حالة خاضعة للتحكم إحصائيًا؟ كيف علمت بذلك؟ مرة أخرى، في أي يوم (نقطة)؟
إجمالي التكاليف الإجمالية للعملية غير الخاضعة للرقابة، بما في ذلك تلك التي لا تأخذها الإدارة في الاعتبار، هي الحد الأقصى. إن تطبيع مثل هذه العملية هو أمر متهور. بادئ ذي بدء، ستحتاج الإدارة إلى إدخال مثل هذه العملية في حالة من التحكم الإحصائي، والقضاء على الأسباب الخاصة للتقلب، والتي يتجلى تأثيرها في النقاط ذات النتائج الأسوأ. سيكون من الضروري معرفة الأسباب المحددة التي أدت إلى تجاوز النقاط حد الرقابة بنتائج أفضل، ربما يكون ذلك نتيجة تفرد الموظف أو أساليبه، وإذا كانت هذه الأساليب متوافقة بشكل جيد مع الأهداف العامة نظام الأعمال، ويمكن تدريب الموظفين الآخرين عليها.

الشكل 13. إجمالي التكاليف الإجمالية لعملية غير خاضعة للرقابة، بما في ذلك تلك التي لا تأخذها الإدارة في الاعتبار، هو الحد الأقصى.
كيف إذن تخطط للإنتاج؟
قد تعترض: “إذن كيف يمكننا التخطيط للإنتاج إذا لم تكن هناك معايير وخطة تحول على شكل رقم محدد؟” لديك أكثر من مجرد معايير ومهام اعتباطية عند استخدام مخططات التحكم الخاصة بـ Shewhart لدراسة العمليات. أنت تعرف ما هي قدرات عملياتك، ويمكن التنبؤ بهذه القدرة بالنسبة للعمليات التي يتم إجراؤها في حالة يتم التحكم فيها إحصائيًا. للحصول على تلميح لحل أفضل، راجع الفقرة 11. "القضاء على المعايير والمهام الكمية التعسفية" 14 نقطة للإدارة لإدواردز ديمنج .
للتخطيط، من الضروري استخدام "المعايير المستخرجة من فراغ" أو نتائج القياس التي تم الحصول عليها بشكل عشوائي، ولكن المعرفة حول إمكانيات العمليات المستقرة ومتوسط الإنتاجية والتباين (على سبيل المثال، المنتجات في الساعة). افهم القاعدة العامة لتوزيع البيانات في أي نظام يُظهر درجة معقولة من إمكانية التحكم الإحصائي (بغض النظر عن شكل توزيع البيانات حول المتوسط)، انظر الشكل 3 أعلاه.
وبطبيعة الحال، هذا أصعب من التوصل إلى "الرقم" المطلوب في الاجتماع التالي في قاعة مجلس الإدارة. سيكون عليك تعيين متخصص في مجال التحكم بالعمليات الإحصائية، والعمل على دراسة خصائص عملياتك، والنزول من المكاتب إلى الورشة إلى أماكن العمل. ولكن هذا بالتأكيد أكثر فعالية.
على سبيل المثال، يتم تنفيذ أوامر التخطيط وفقًا لمتوسط قيمة الإنتاجية لعنق الزجاجة (العملية ذات الإنتاجية الأقل) في سلسلة إنتاج العمليات المتصلة في خط، مما يوضح حالة يتم التحكم فيها إحصائيًا.
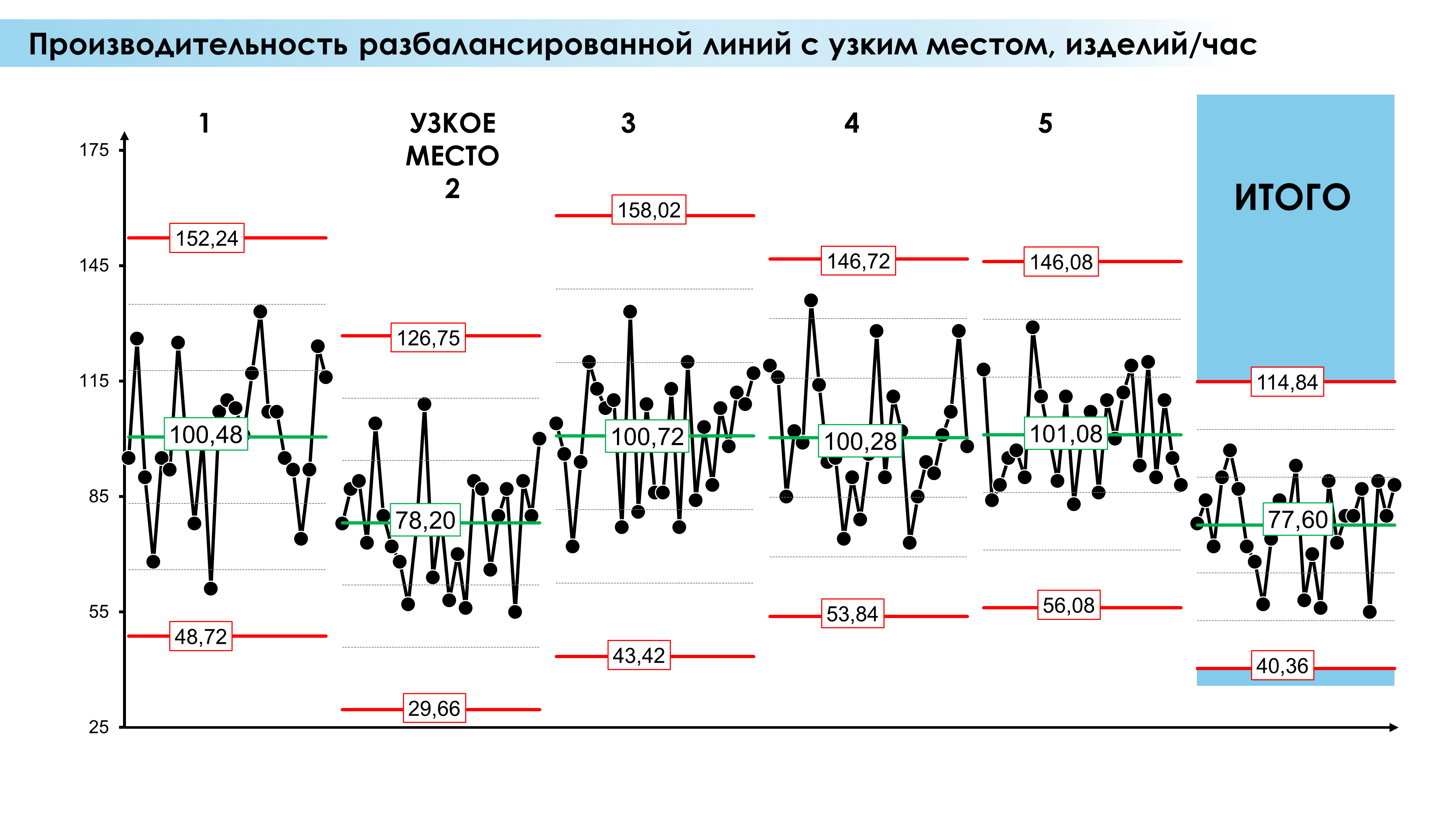
الشكل 14. الأداء الناتج لخط إنتاج غير متوازن مع وجود عنق الزجاجة، تم توضيحه باستخدام مخططات التحكم الخاصة بـ Shewhart. إن طريقة تحليل أداء الخط غير المتوازن، من حيث طريقة المحاكاة، مأخوذة من كتاب دونالد ويلر وديفيد تشامبرز. "التحكم في العمليات الإحصائية: تحسين الأعمال باستخدام مخططات التحكم في Shewhart"، الصفحات من 366 إلى 370 [4]. تم إعداد الرسم باستخدام أدواتنا المطورة "مخططات التحكم في Shewhart PRO-Analyst + AI (لأنظمة التشغيل Windows وMac وLinux)" .
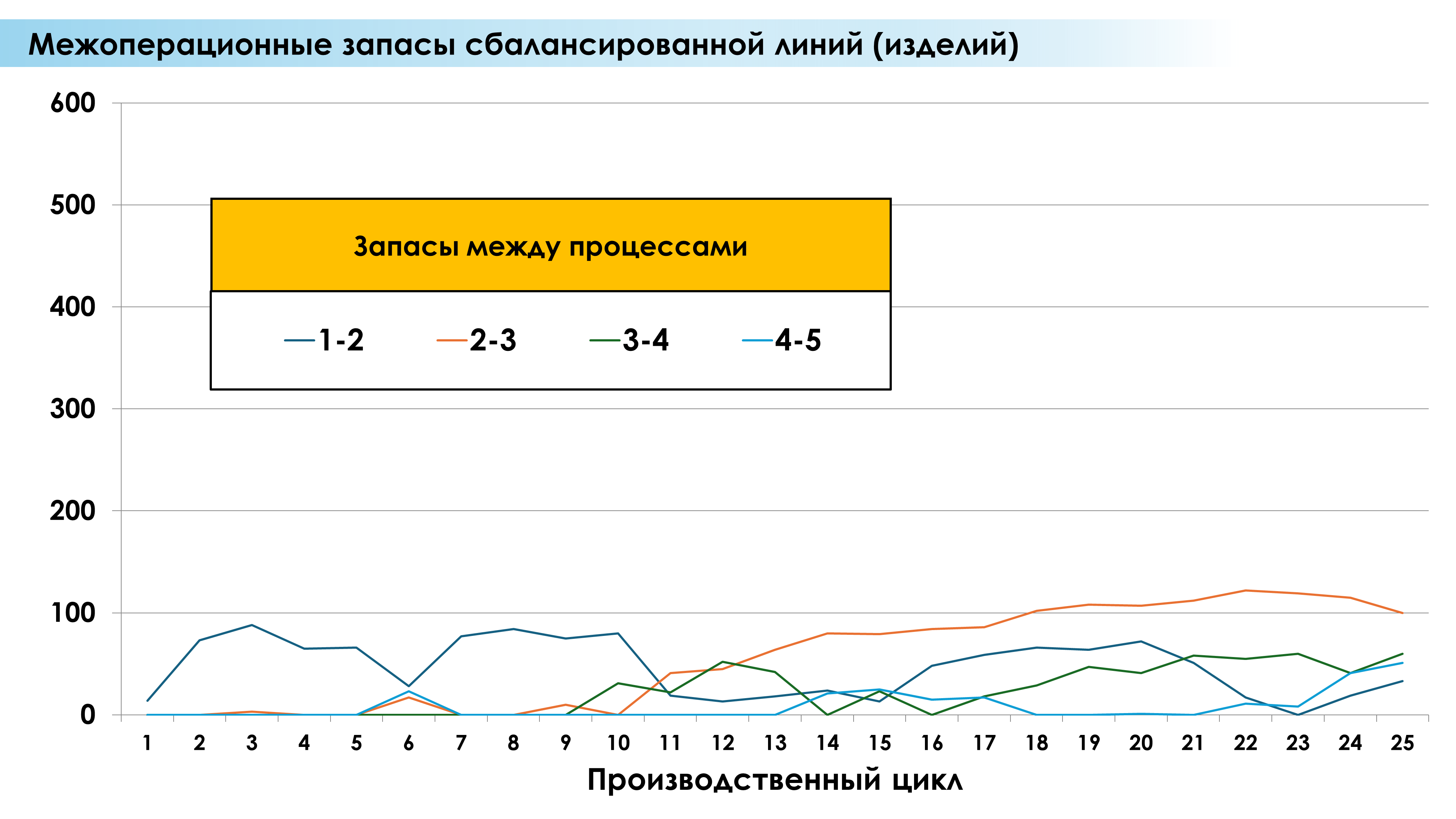
يمكن تحديد عنق الزجاجة في سلسلة العمليات بسهولة من خلال وجود أكبر مخزونات التشغيل البيني أمام مثل هذه العملية.
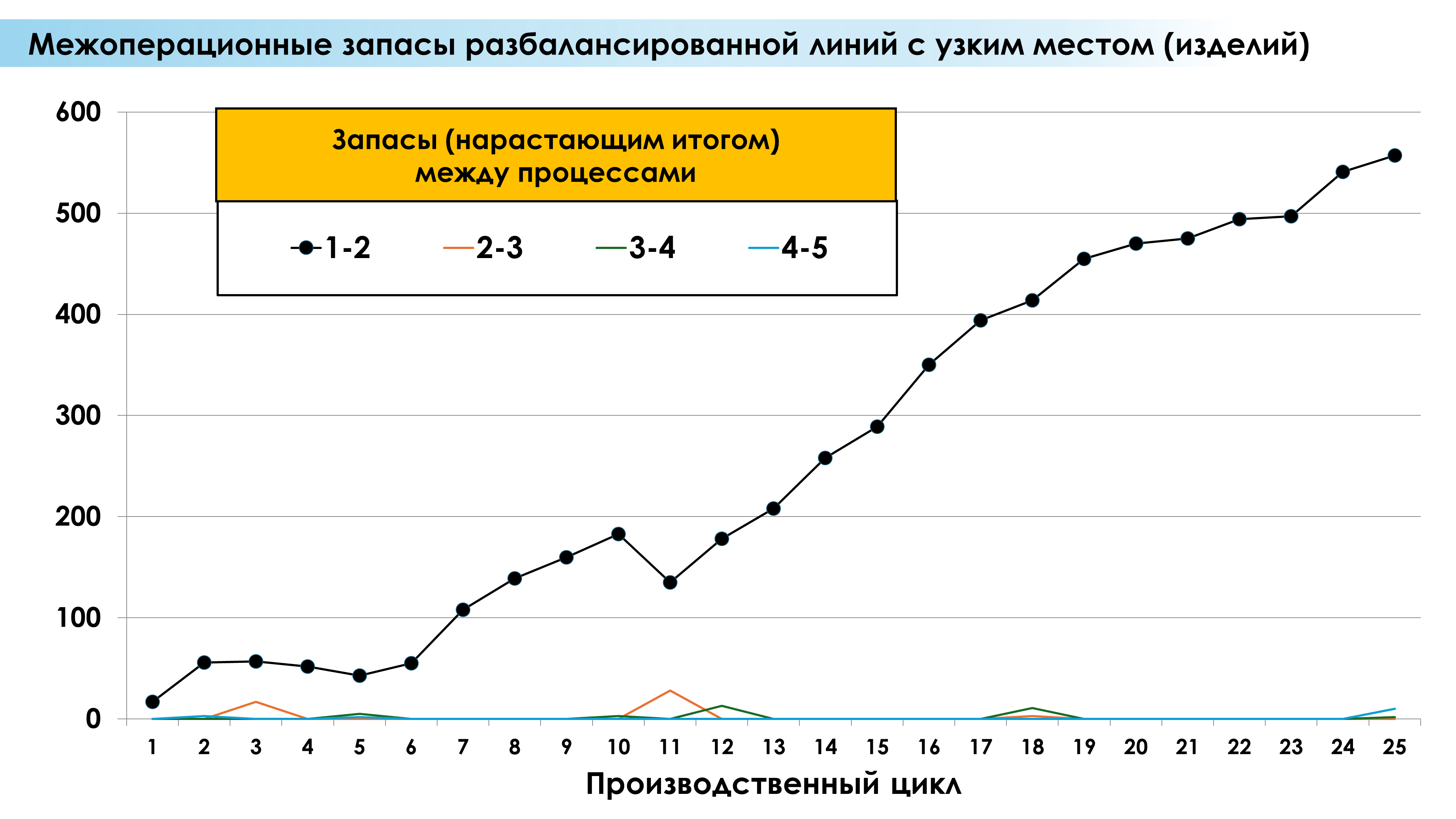
الشكل 15. رسم بياني لتراكم المخزون القابل للتشغيل البيني قبل عنق الزجاجة في خط إنتاج غير متوازن مع عنق الزجاجة.
من المنطقي عدم التخطيط للحجم لكل نوبة عمل، ولكن الحفاظ على الطلبات جاهزة للدخول في الإنتاج في خطة إنتاج متجددة "لا نهائية" استنادًا إلى مبدأ FIFO (مخزن مؤقت حي للطلبات، بعض الطلبات الأولى المتبقية في قائمة الانتظار، والبعض الآخر يصل في نهاية قائمة الانتظار). المخزن المؤقت للطلب هذا هو مخزون متعدد العمليات. حافظ على حجم المخزن المؤقت الحالي بما لا يقل عن الحد العلوي للتحكم في الأداء لعنق الزجاجة في الخط، للسماح لعنق الزجاجة بالعمل دون توقف في أوقات عشوائية لتحقيق أقصى أداء له. إذا لم تكن عملية إعداد أوامر الإنتاج بمثابة عنق الزجاجة، فلن يتطلب ذلك جهدًا إضافيًا، لأنه بعد عدة دورات يتشكل مثل هذا المخزون الاحتياطي أمام عنق الزجاجة بطريقة طبيعية.
سيسمح لك مخطط التحكم بمراقبة حالة التحكم الإحصائي للعمليات في سلسلة الإنتاج، بالإضافة إلى التغييرات في أداء العملية للأفضل أو للأسوأ قبل فترة طويلة من نهاية الفترة المشمولة بالتقرير. بينما تكون العمليات في خط الإنتاج مستقرة، قم بتخطيط إنتاجية الخط (سلسلة العمليات المتسلسلة) بناءً على متوسط إنتاجية عنق الزجاجة (العملية) لكل نوع من المنتجات.
هل ترى أي أوجه تشابه مع نظرية جولدرات للقيود (TOC) التي تم تطويرها في الثمانينات؟ تم تطوير مخططات التحكم في Shewhart في وقت مبكر جدًا، وعلى عكس TOC، تأخذ في الاعتبار سلوك العملية الذي يمكن التنبؤ به أو غير المتوقع، وتستند إلى العلوم الأساسية بدلاً من الحكم.
فيما يلي مثال على أداء خط متوازن دون اختناقات. دائمًا ما يكون الأداء النهائي للخط المتوازن أقل بقليل من متوسط أي عملية في مثل هذا الخط.

الشكل 16. الأداء النهائي لخط إنتاج متوازن بدون اختناقات، تم توضيحه باستخدام مخططات التحكم الخاصة بـ Shewhart. وأسلوب التحليل من حيث أسلوب المحاكاة مأخوذ من كتاب دونالد ويلر وديفيد تشامبرز. "التحكم في العمليات الإحصائية: تحسين الأعمال باستخدام مخططات التحكم في Shewhart"، الصفحات من 366 إلى 370 [4]. تم إعداد الرسم باستخدام البرنامج الذي قمنا بتطويره "مخططات التحكم في Shewhart PRO-Analyst + AI (لأنظمة التشغيل Windows وMac وLinux)" .
يجب الحفاظ على المخزونات البينية للعمليات قبل عمليات خط الإنتاج المتوازن عند المستوى المطلوب لمنع توقف العملية. ولا فائدة من تراكم مخزون التشغيل البيني فوق الحد الأعلى للتحكم في العملية التي يتم الاحتفاظ بهذا المخزون من أجلها، على سبيل المثال، عند إيقاف عملية في خط إنتاج متوازن. إذا كانت جميع العمليات تعمل بشكل ثابت ومستمر، ففي الغالبية العظمى من الحالات، سيكون المخزون التشغيلي الصغير الموجود طبيعيًا كافيًا للتشغيل المستمر للخط بأكمله (انظر الشكل أدناه).
الشكل 17. جدول تراكم المخزون القابل للتشغيل البيني في خط إنتاج متوازن دون اختناقات.
التحسين المستمر لجميع العمليات عن طريق تقليل التباين في جميع مدخلات العملية (زيادة استقرار المواد الخام والمعدات والعمليات، وما إلى ذلك)، وإدخال الابتكارات. تعتبر مخططات إيشيكاوا للسبب والنتيجة، وأوراق التحكم، ومخططات باريتو، والرسوم البيانية للكثافة للقيم الفردية، والمؤامرات المبعثرة، ومخططات التحكم في شيوارت هي أفضل الأدوات لهذا الغرض. علاوة على ذلك، تعد مخططات التحكم الخاصة بـ Shewhart هي الأداة الأكثر أهمية. كل هذا سيؤدي إلى إمكانية التخطيط الأكثر دقة. هذه وظيفة مدى الحياة وتتناسب بشكل جيد مع هدف تحسين النظام بأكمله.

الشكل 18. مخطط السبب والنتيجة. مخطط إيشيكاوا. هيكل عظمي للأسماك.
هل تحسنت العملية أم ساءت (عنق الزجاجة)؟ سيُظهر مخطط التحكم التغير في متوسط ونطاق البيانات حول المتوسط (من السهل رؤيته من مخطط التحكم في النطاق)، وستكون العلامات الأولى للتغيرات المستدامة في العملية بمثابة إشارات تشير إلى حدوث تحول في النظام. يمكن إنشاء حدود تحكم جديدة لتتبع الاستقرار الإحصائي للحالة الجديدة للعملية عن طريق إضافة 8 نقاط جديدة للحالة المتغيرة.
شاهد فيلمًا عن طريقة التشخيص السريع للتغيرات في العملية (النظام) الإيجابية والسلبية باستخدام مخطط التحكم شيوهارت.
فيديو 1. طريقة لتشخيص التغييرات بسرعة في العملية (النظام).
بالنسبة للحساب الأولي لتواريخ جاهزية الطلب (التخطيط)، يمكنك فقط استخدام مؤشرات العملية التي توضح درجة معقولة من التحكم الإحصائي (القدرة على التنبؤ). على سبيل المثال، في الإنتاج التسلسلي لخط غير متوازن:
- متوسط الوقت المطلق للاستعداد لكل منتج في "عنق الزجاجة" الخاص به (القيمة المطلقة، لأنه في الأغلبية الساحقة، لا يعتمد وقت الاستعداد على حجم الدفعة)؛
- ومتوسط الإنتاجية لكل وحدة زمنية لكل منتج في "عنق الزجاجة" الخاص به؛
- متوسط وقت التوقف عن العمل غير المخطط له.
من إجمالي الوقت اليومي المقابل لمنتج معين من "عنق الزجاجة" للسلسلة التكنولوجية، نطرح جميع فترات التوقف المخطط لها للمعدات (الصيانة والإصلاحات وساعات العمل خارج العمل، وما إلى ذلك).
ستخدم مخططات التحكم في أوقات التوقف غير المخطط لها حسب نوع السبب والوقت في الماضي غرضين: العمل على تقليل عددها ومدتها، وللعمليات (معدات عنق الزجاجة) التي توضح درجة معقولة من إمكانية التحكم الإحصائي من حيث فترات التوقف غير المخطط لها - لاتخاذ أخذها بعين الاعتبار عند التخطيط، مع أخذ متوسط وقت التوقف عن العمل من وقت العمل المتبقي في الخطوة السابقة.
بالنسبة لوقت العمل المتبقي، نقوم بتوزيع الطلبات مع الأخذ في الاعتبار الطلب ومتوسط وقت الاستعداد ومتوسط الإنتاجية لكل نوع من المنتجات. إن العمليات التي تكون في حالة لا يمكن السيطرة عليها إحصائيًا هي، بحكم تعريفها، لا يمكن التنبؤ بها؛ متوسطهم غير معقول لاستخدامه في التخطيط (التنبؤ). لتحسين نظام التخطيط، سيتعين عليك إحضار هذه العمليات إلى حالة مستقرة إحصائيًا (يمكن التحكم فيها)، ثم العمل على تقليل تباين هذه العمليات.
مهم
من المهم أن نفهم أنه ليس العدد المخطط (القاعدة) هو الذي ينتج المنتج، ولكن العمليات التي لا تهتم بهذا الهدف المخطط. نحن نعرف الكثير عن العمليات والأشخاص الموجودين فيها إذا قمنا بجمع البيانات وتحليلها وعملنا مع الأشخاص والعمليات على مستوى المتجر (في جيمبا). نريد زيادة الإنتاجية - نقوم بتحسين "مدخلات" العملية والعملية نفسها من خلال مراقبة "المخرجات" مع فهم الأمر واستخدام مخططات التحكم الخاصة بشيوهارت لمقاييس قابلة للقياس عدديا، ونقوم بتحسين النظام بأكمله وفقا لأهدافه .

الشكل 19. منهجية النمذجة الوظيفية IDEF0 [16] .