عند التصميم باستخدام برنامج CAD، هل تعتمد على اختبار نموذج رقمي مبني على القيمة الاسمية؟ ثم توقع مشاكل في تجميع المكونات وسلوك المنتج النهائي في الظروف الحقيقية
المادة من إعداد: المدير العلمي لمركز AQT سيرجي ب. غريغورييف
حرية الوصول إلى المقالات لا تقلل بأي حال من الأحوال من قيمة المواد الموجودة فيها.
سيساعد تحليل التباين في عمليات الإنتاج على تقليل التأثير السلبي اختلافات لا مفر منها على جودة الأبعاد للمنتج وتكلفته ووقت تسويقه.
فيما يلي دليل على التحسين الفرعي الواسع النطاق للنموذج الرقمي نفسه، دون مراعاة الأهداف التي كان من المفترض أن يخدمها النموذج الرقمي.
تحدث فريقنا في اجتماع في إحدى شركات الأبحاث والإنتاج الروسية بتقرير حول الحاجة إلى فهم قدرات عمليات الإنتاج الحقيقية من حيث تباين مؤشرات الجودة الرئيسية في تصميم وإنتاج المنتجات.
تم تخصيص أحد أقسام التقرير للمشاكل المتعلقة بجودة المنتجات المصممة دون فهم الحالة الإحصائية وقدرات عمليات الإنتاج الحقيقية، سواء الخاصة بنا أو الخاصة بالموردين. على وجه الخصوص، أفاد نائب المصمم العام (ZGK) لإحدى شركات هذه الشركة أن بناء مركز بيانات جديد (مركز تخزين ومعالجة البيانات) سيقلل من الاختبارات واسعة النطاق.
موقفنا من بيان ZGK: طالما أنك لا تعرف إمكانيات العمليات الحقيقية، فإننا ننصحك بالحذر من مثل هذه التصريحات. حتى النموذج الأولي واسع النطاق (النموذج الأولي) ليس منتجًا تسلسليًا.
"الاختبار غير الكافي للنماذج الأولية.
النموذج الأولي واحد، ومعلماته قريبة بشكل مصطنع من المعلمات الاسمية. وبدون معرفة الاختلافات، لا يمكن التنبؤ بالتقلبات."
عندما تفكر في استبدال الاختبار الشامل باختبار النماذج الرقمية، يجب أن تفهم ما الذي ترغب في إهماله وإلى أي مدى. ببساطة، يجب أن تفهم مدى اختلاف نتائج اختبار النموذج الرقمي عن الاختبارات واسعة النطاق للنماذج التجريبية، وحتى أكثر من المنتجات التسلسلية. بافتراض عدم أهمية تأثير العوامل التي ترغب في تجاهلها، يجب أن تفهم أن نتيجة هذه العوامل وغير المحسوبة (المتجاهلة و/أو غير المتمايزة و/أو غير القابلة للقياس عدديًا)، مع الأخذ في الاعتبار التباين المتأصل فيها، يمكن بشكل كبير، من وجهة نظر الغرض من الاختبارات، تتجاوز الافتراضات الخاصة بك. هل تعتقد أن هذا ليس صحيحا؟ كيف تعرف هذا؟ ما هي البيانات التي لديك للوصول إلى مثل هذه الاستنتاجات؟
دعني أعطيك مثالاً مشهورًا عالميًا.
خلال الحرب العالمية الثانية، كلفت قيادة القوات الجوية الأمريكية والبريطانية أبراهام والد، الذي عمل في البرنامج السري لمجموعة الأبحاث الإحصائية (SRG) بالولايات المتحدة الأمريكية، بمعرفة أجزاء جسم الطائرة التي تحتاج إلى حماية إضافية. درع. اقترح الجيش تركيب حماية إضافية على أجزاء الطائرة التي عانت أكثر من غيرها أثناء المعارك الجوية. درس والد الطائرات العائدة من مهمات قتالية، ولاحظ مواقع الضربات. ونتيجة لذلك، أوصى بتثبيت حماية إضافية في تلك المناطق (الأجزاء المركزية والخلفية من جسم الطائرة)، حيث كان عدد الثقوب، على العكس من ذلك، ضئيلا. استندت التوصية إلى استنتاج مفاده أنه من الضروري الحماية من الضربات التي لم يرها والد - فالطائرات التي استقبلتها ببساطة لم تعد. وفي وقت لاحق، كانت القرارات المتخذة بناءً على تحليل البيانات المعروفة فقط تسمى "تحيز البقاء".
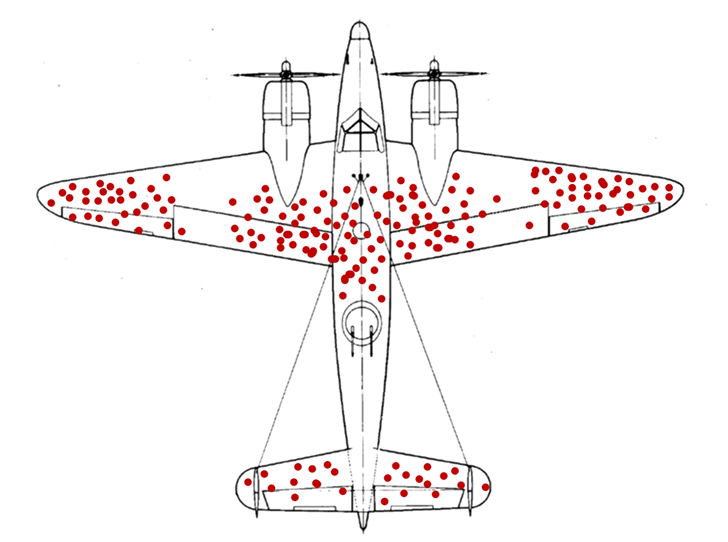
الشكل 1. ابراهام والد. التحيز البقاء على قيد الحياة. طائرة ذات نقاط حمراء تمثل إحصائيات ثقوب الرصاص على الطائرات الأمريكية العائدة.
إذا كنت تتوقع مقارنة نتائج النموذج الرقمي مع اختبارات النماذج الأولية الحقيقية، فكم عدد النماذج الأولية التي تخطط لإنتاجها واختبارها: 1؛ 5؛ 8؛ 25؟ هل ستكون هذه النماذج الأولية هي نفسها؟ كيف تعرف هذا؟ للمطالبة بتجانس النماذج الأولية، يجب أن يكون لديك دليل على إمكانية التحكم الإحصائي في عمليات التصنيع الخاصة بك وعمليات التصنيع الخاصة بالموردين المشاركين في إنتاج النماذج الأولية. هل يمكنك عرض مخططات التحكم التي وضعها شيوهارت لهذه العمليات لجميع المعلمات الرئيسية؟
شرح بياننا
التصميم في أنظمة التصميم بمساعدة الكمبيوتر (CAD) الذي يتم تنفيذه بالقيمة الاسمية، وهو نموذج رقمي، ليس ما سيحدث في الأجهزة. يجب على المصممين استخدام البيانات المتعلقة بالتباين المتأصل في عمليات التصنيع في العالم الحقيقي لاتخاذ قرار بشأن التغييرات في التصميم والمواد والتكنولوجيا والتفاوتات حسب الضرورة، أو مطالبة أقسام التصنيع والموردين بتحسين العمليات والتكنولوجيا قبل بدء إنتاج النموذج الأولي الفعلي.
لقد درسنا بعناية النشر المفتوح للشركات لشركة التصنيع الرئيسية لهذه الشركة. وفي المنشور، أبلغ موظفو الشركة بتفاصيل كافية عن المشاكل التي يواجهونها في الإنتاج.
وعلى وجه الخصوص، أفاد مهندس العمليات في ورشة التجميع بما يلي:
"يجب على التقني أن يبحث عن الحل الأمثل للمشكلة التي تنشأ أثناء عملية التجميع، لذلك فهو مجبر على الاستجابة بسرعة للوضع الحالي. ونظراً لاحتمال حدوث عدة حالات طارئة، عليه الإسراع ومواكبة كل شيء. هذه هي وتيرة العمل الطبيعية لمهندس العمليات في ورشة التجميع.
لقد اعتاد هذا التقني على الحدوث المستمر لحالات الطوارئ عند تجميع المنتجات لدرجة أنه هو نفسه يعتبر ذلك أمرًا طبيعيًا. مما يؤكد استمرار (استقرار) المشاكل أثناء التجميع. والاستقرار علامة على مشاكل نظامية. إن التعامل مع المشاكل النظامية هو مسؤولية الإدارة، وليس التكنولوجي.
قال الحداد ما يلي:
"عندما يقوم الحداد بتسخين قطعة عمل في حدادة، فإنه يحدد درجة الحرارة بصريًا ويشعر باستعداد المعدن للتزوير. عند تسخينه، يحترق الكربون وعناصر السبائك الأخرى، لذلك من المهم عدم ارتفاع درجة الحرارة. على سبيل المثال، يحقق المبتدئون الشكل المطلوب من المعدن في أربع تسخينات؛ الحداد ذو الخبرة يحتاج إلى اثنين فقط".
هل أخذ المصممون في الاعتبار حالة عدم اليقين هذه في عملية الإنتاج؟ هل يعرف أحد نوع السبائك التي يتم الحصول عليها بعد تسخين كمية غير محددة إلى درجة حرارة يحددها "بالعين" حدادون مختلفون في ظروف مختلفة؟ وفي هذه الحالة، هل ستساعد الحسابات الآلية لقوة النموذج الرقمي في التنبؤ بالخصائص الميكانيكية، وعلى سبيل المثال، مقاومة التآكل للمنتجات الحقيقية؟!

"الممارسة أكثر دقة من العلم البحت، وأكثر دقة من التدريب. ووفقا لشوهارت، فإن معايير المعرفة والمهارة المطلوبة في الصناعات التحويلية والخدمات أكثر صرامة من معايير العلم البحت."
يشرح اقتباس إدواردز ديمنج أعلاه جزئيًا الوضع الحالي حيث يقاوم العلم الروسي بثقة المنافسة على المستوى الدولي، بينما تخسر الصناعة الروسية في العديد من المجالات.
وقد قدمنا أمثلة أخرى توضح عدم فهم إدارة المؤسسة لمسؤوليتها عن الجودة، وهو ما لا أقوم بنشره في هذا المقال.
آمل أن يصبح الآن أكثر وضوحًا مدى اختلاف النموذج الرقمي، المبني من أجزاء ذات تفاوتات اسمية وسبائك مع المتطلبات المنصوص عليها أثناء التصميم، عن النموذج الأولي الحقيقي. إذا كنا نتحدث عن المنتجات التسلسلية، فإن هذه الاختلافات ستكون أكبر. نظرًا لوجود حواجز بين الإدارات المشاركة في التصميم والإنتاج والتوريد والعمل مع الموردين، فإن رفض الاختبار الشامل للمنتجات التي تحتوي على مئات وحتى آلاف الأجزاء سيؤدي إلى خسائر فادحة، ولن يتم التعرف على الأسباب الحقيقية لذلك أبدًا إدارة هذه الشركة.
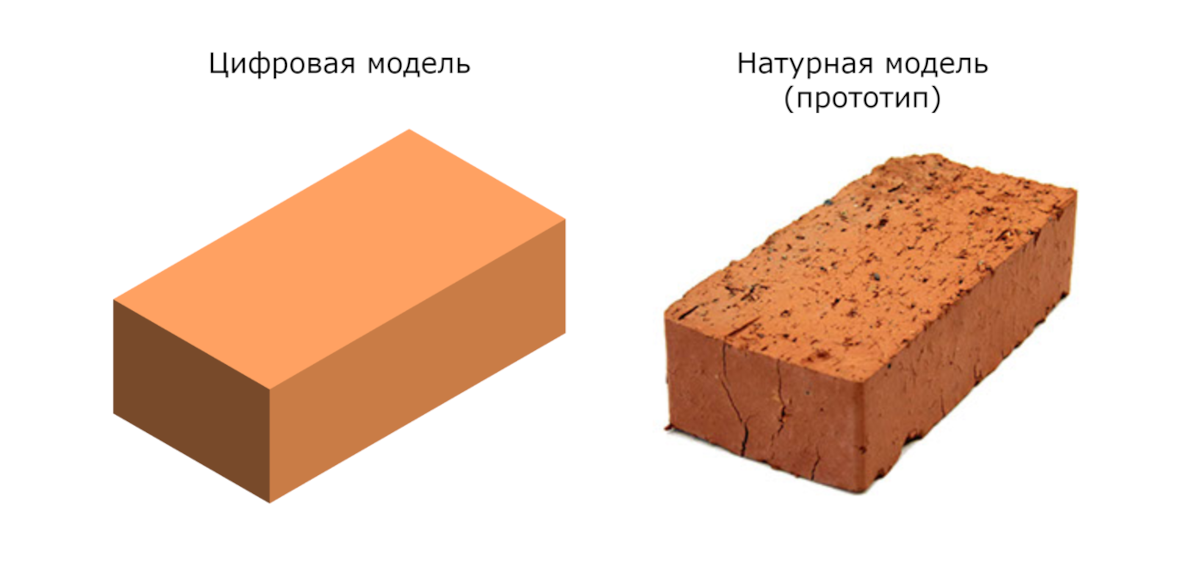
الشكل 2. النموذج الرقمي مقابل النموذج الطبيعي.
بعد ذلك، قمنا بدعوة الحاضرين في الاجتماع إلى النظر في الخيارات الخاصة بأبسط اقتران ثنائي الأبعاد لمجالات التسامح الخاصة بالعمود والفتحة الموجودة في مكان الخلوص. إن تباين الأبعاد الهندسية للأجزاء الحقيقية هو أقل ما يميز النموذج الرقمي عن النموذج واسع النطاق.
يوجد أدناه عرض مشروط لإقران مجالات التسامح الخاصة بالعمود والفتحة. سيقوم المصممون بإنشاء أجزاء في CAD على قدم المساواة. في أفضل الحالات (في الشركات الروسية الأكثر تقدمًا)، سيتم فحص النموذج الرقمي من أجل الجمع بين مجالات التسامح للأجزاء المتفاعلة والامتثال لمجال التسامح التابع الذي يتم الحصول عليه نتيجة لتفاعلها.
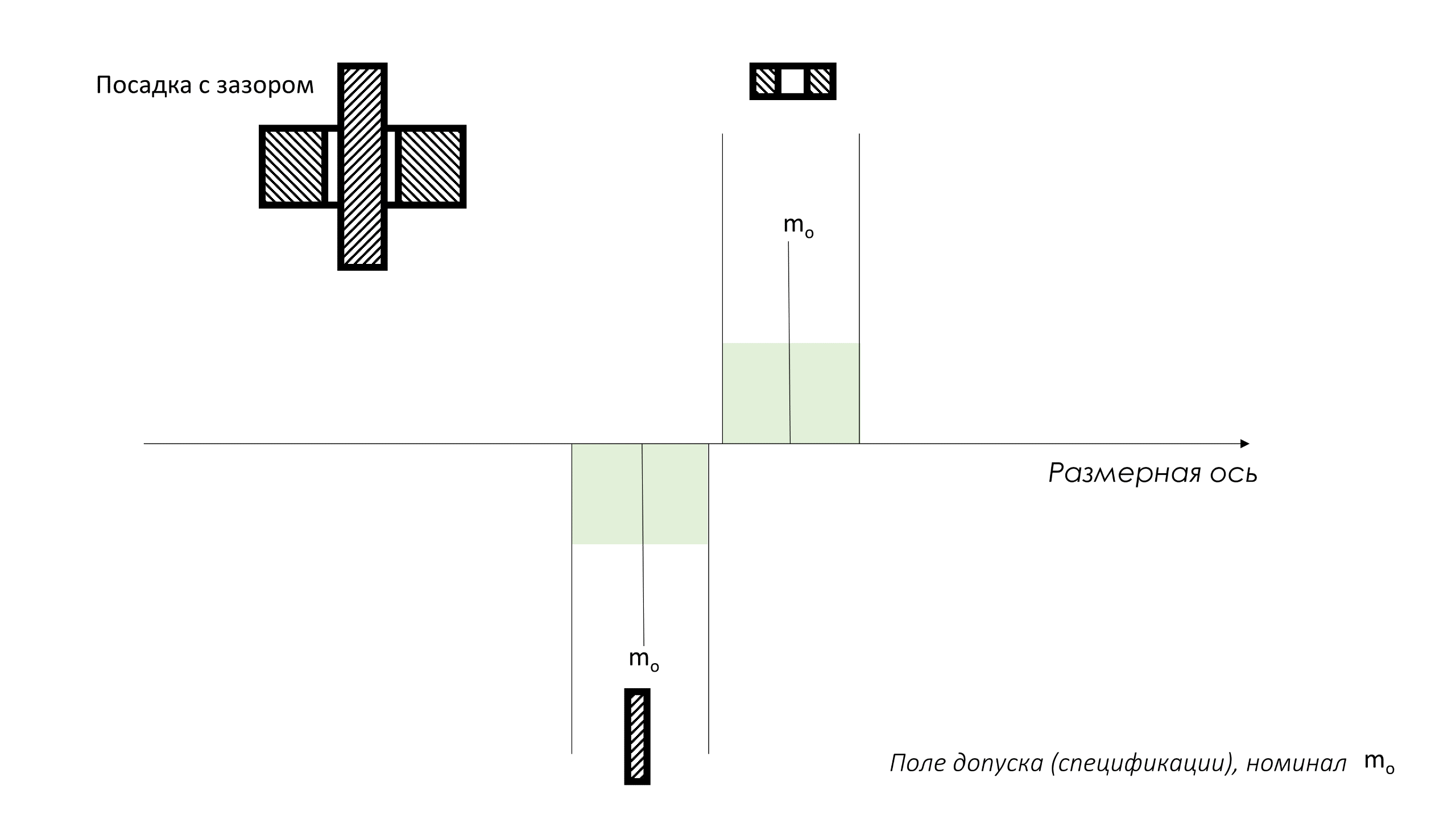
الشكل 3. العرض الشرطي لإقران مجالات التسامح في العمود والفتحة (تناسب الخلوص).
يجب أن تتوافق عمليات التصنيع المثالية التي ستنتج الأجزاء، في هذه الحالة، مع كثافات توزيع القياسات الفردية (يتم اختيار منحنيات متماثلة على شكل جرس بشكل عشوائي)، كما هو موضح في الشكل 4 أدناه: مستقرة ومتمركزة تمامًا ومع توزيع القيم الفردية ضمن منطقة التسامح مع بعض المساحة الحرة . وفي هذه الحالة من المعروف مسبقاً أن جميع الأجزاء ستكون مناسبة بنسبة 100%. سيكون كافيًا إجراء عينة نادرة من الأجزاء للتحكم لتأكيد الحالة المستقرة للعمليات وللتحكم في تعديل المتوسط (الخط المركزي) لتوزيع هذه العمليات على مجال التسامح الاسمي.
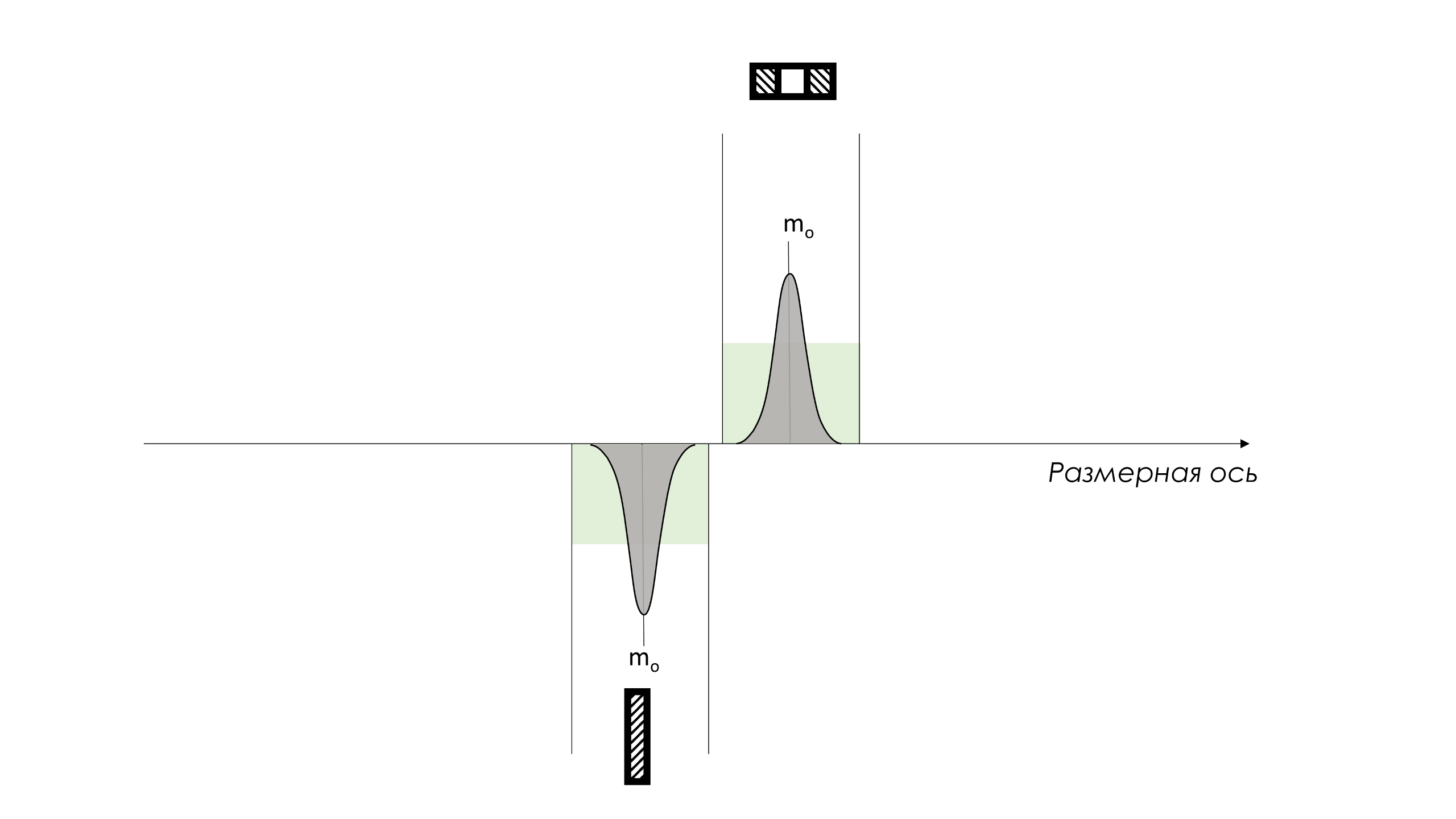
الشكل 4. عمليات إنتاج مستقرة ومركزة تمامًا، مع توزيع القيم الفردية داخل منطقة التسامح مع بعض المساحة الحرة.
الآن فكر في الخيار الموجود في الشكل أدناه، عندما تكون عمليات الإنتاج في حالة (مستقرة) يتم التحكم فيها إحصائيًا، يكون انتشارها 6σ أقل من عرض مجال التسامح (على سبيل المثال، Cp≥1.33)، ولكنها غير متمركزة. ومن ثم، فإن بعض المنتجات ستكون خارج نطاق التسامح ومعيبة. لن تكون هناك تفاصيل واحدة في ظاهرها. سيكون من الضروري تقسيم جميع الأجزاء المنتجة إلى تلك التي تتوافق مع منطقة التسامح وتلك التي لا تتوافق معها، مع إجراء تحكم بنسبة 100٪، وهو أمر مكلف وغير فعال. في هذه الحالة، من المعروف مقدما أن ما يقرب من نصف الأجزاء لن تتوافق مع نطاق التسامح. انظر وصف الصيغ حساب مؤشرات الاستنساخ Cp وCpk .
صيغة لحساب مؤشر التكاثر: Cp = نطاق التسامح / 6σ
الشكل 5. تكون عمليات الإنتاج في حالة (مستقرة) يتم التحكم فيها إحصائيًا، ويكون انتشارها 6σ أقل من عرض مجال التسامح (على سبيل المثال، Cp≥1.33)، ولكنها غير متمركزة.
بعد ذلك، فكر في الخيار (انظر الشكل 6 أدناه) عندما تكون عمليات الإنتاج في حالة يتم التحكم فيها إحصائيًا، ويكون انتشارها 6σ أكبر من عرض مجال التسامح (على سبيل المثال، Cp<1.00)، وتكون متمركزة بشكل مثالي (على سبيل المثال ، Cpk≈Cp). ثم، مرة أخرى، سيكون جزء من المنتجات المصنعة خارج نطاق التسامح. يجب تقسيم جميع الأجزاء المنتجة إلى تلك التي تتوافق مع منطقة التسامح وتلك التي لا تتوافق معها، مما يؤدي إلى التحكم بنسبة 100%. وفي هذه الحالة، من المعروف مسبقًا أن بعض الأجزاء لن تلبي التسامح.
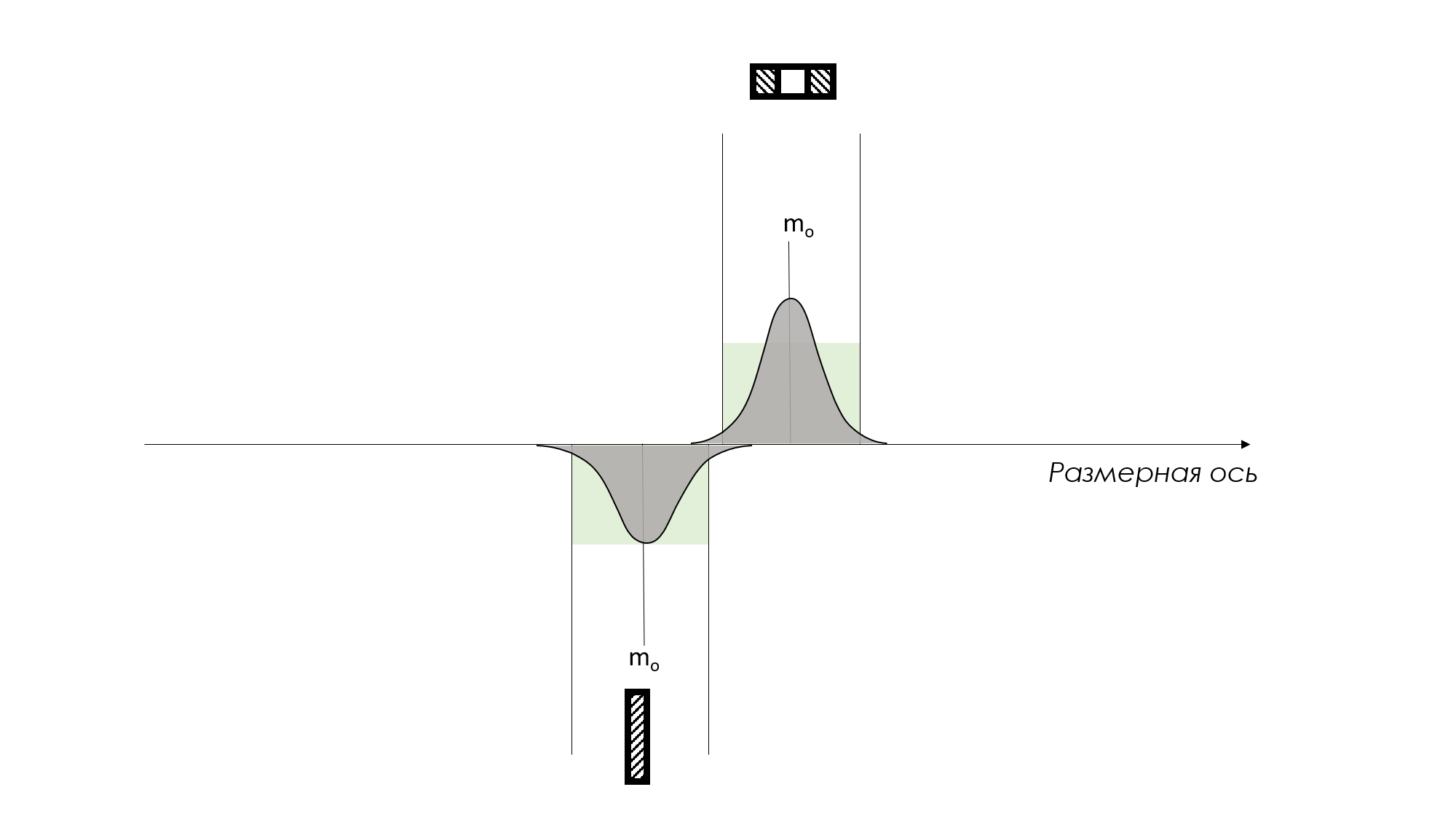
الشكل 6. عمليات التصنيع في حالة (مستقرة) يتم التحكم فيها إحصائيًا، وانتشارها 6σ أكبر من عرض مجال التسامح (على سبيل المثال، Cp<1.00)، وهي متمركزة تمامًا (على سبيل المثال، Cpk≈Cp).
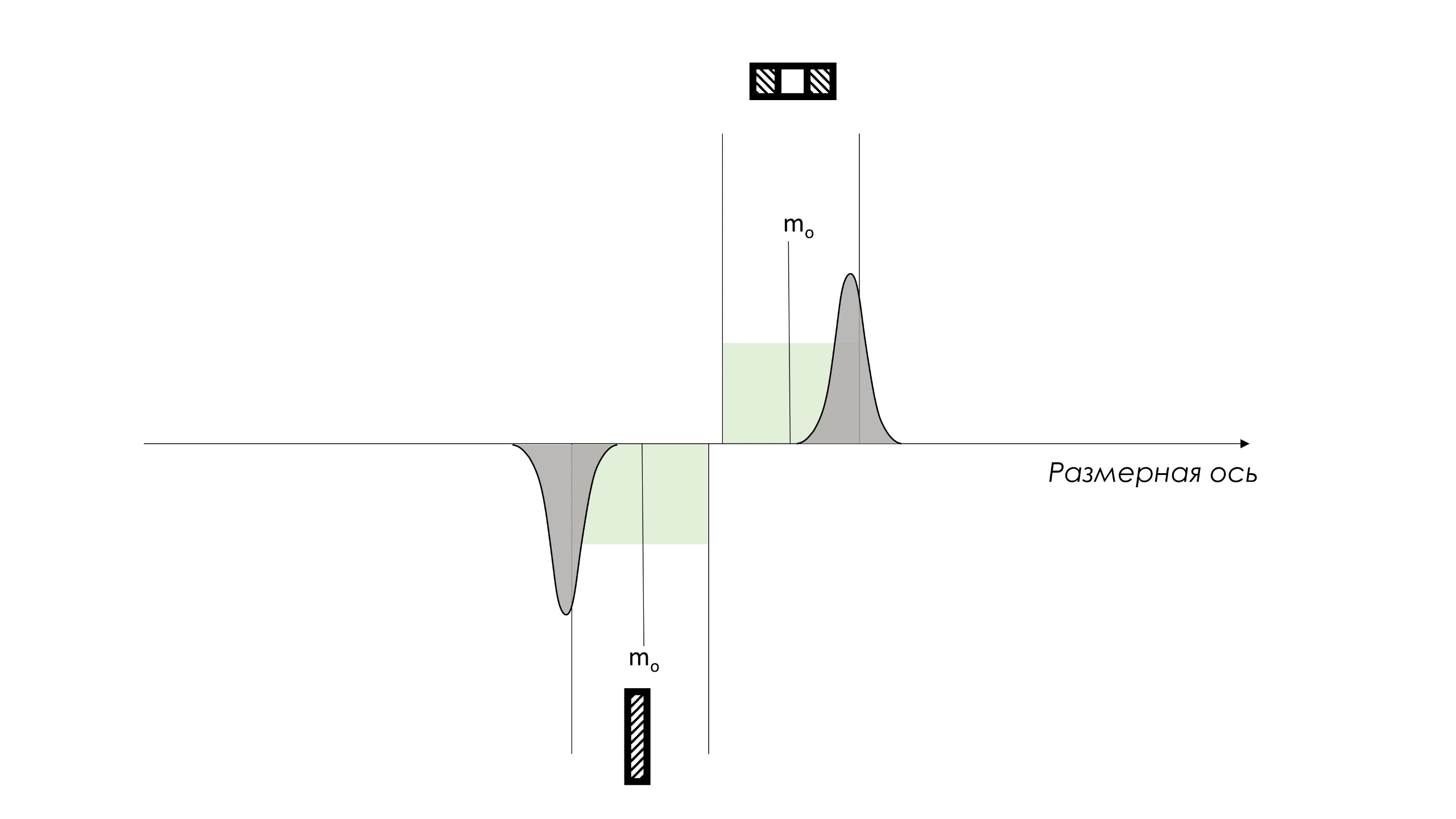
بعد ذلك، فكر في الخيار (انظر الشكل 7 أدناه) عندما تكون عمليات الإنتاج في حالة يتم التحكم فيها إحصائيًا، ويكون انتشارها 6σ أكبر من عرض مجال التسامح (على سبيل المثال، Cp<1.00)، وتكون غير متمركزة (Cpk< حزب المحافظين). وبعد ذلك، سيكون المزيد من المنتجات خارج نطاق التسامح. العواقب واضحة. يجب تقسيم جميع الأجزاء المنتجة إلى تلك التي تتوافق مع منطقة التسامح وتلك التي لا تتوافق معها، مما يؤدي إلى التحكم بنسبة 100%. وفي هذه الحالة من المعروف مسبقاً أن أكثر من نصف الأجزاء ستكون غير مناسبة.
الشكل 7. تكون عمليات الإنتاج في حالة (مستقرة) يتم التحكم فيها إحصائيًا، ويكون انتشارها 6σ أكبر من عرض مجال التسامح (على سبيل المثال، Cp<1.00)، وهي غير متمركزة (Cpk<Cp).
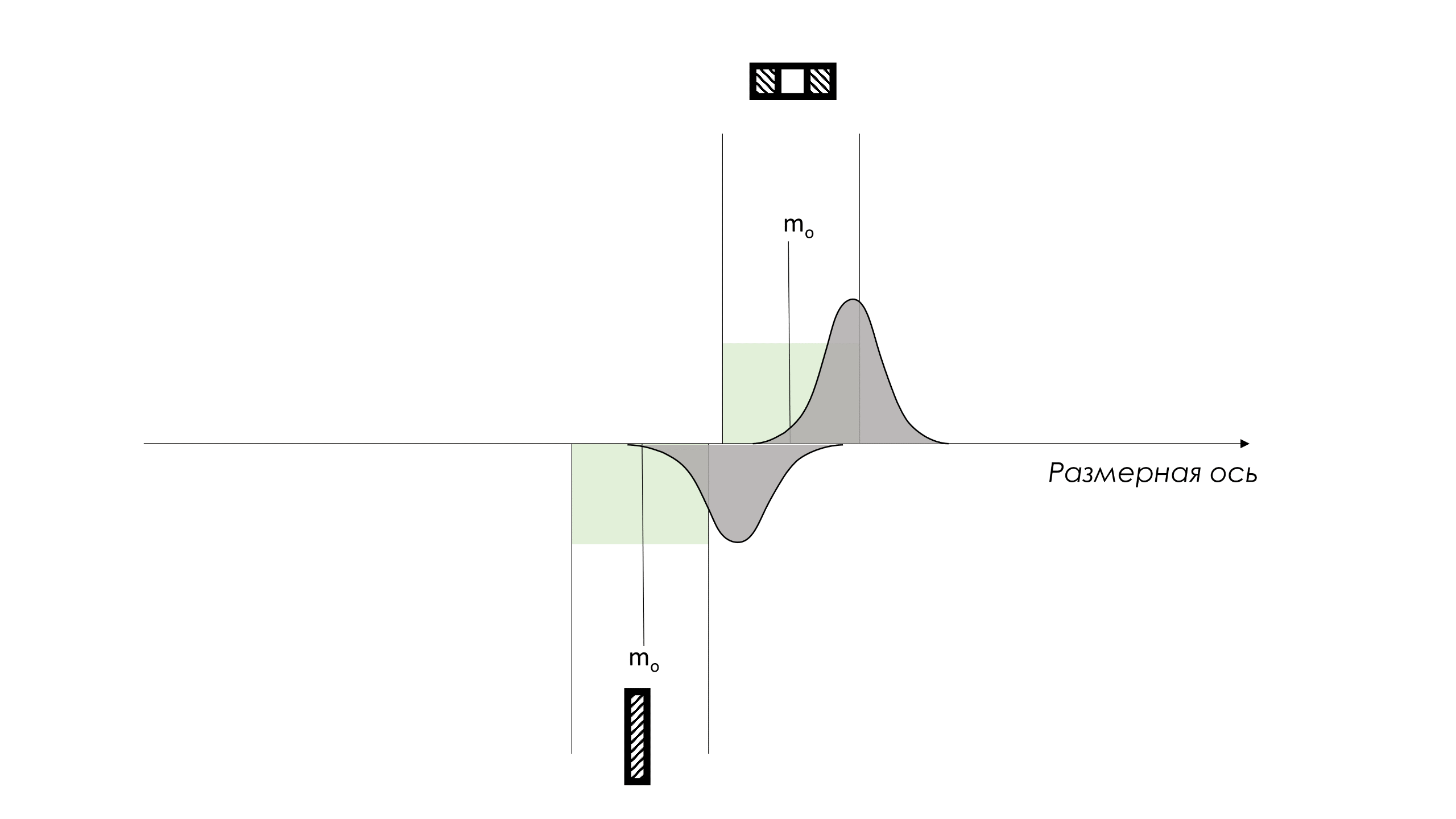
الشكل 8 أدناه هو خيار آخر يتوافق مع الحالة الموضحة في الشكل 7 أعلاه. ومرة أخرى، العواقب واضحة. يجب تقسيم جميع الأجزاء المنتجة إلى تلك التي تتوافق مع منطقة التسامح وتلك التي لا تتوافق معها، مما يؤدي إلى التحكم بنسبة 100%. وفي هذه الحالة من المعروف مسبقاً أن أكثر من نصف الأجزاء ستكون غير مناسبة.
الشكل 8. حالة خاصة للخيار من الشكل 7. تكون عمليات الإنتاج في حالة (مستقرة) يتم التحكم فيها إحصائيًا، ويكون انتشارها 6σ أكبر من عرض مجال التسامح (على سبيل المثال، Cp<1.00)، وهي ليست كذلك توسيط (Cpk<Cp).
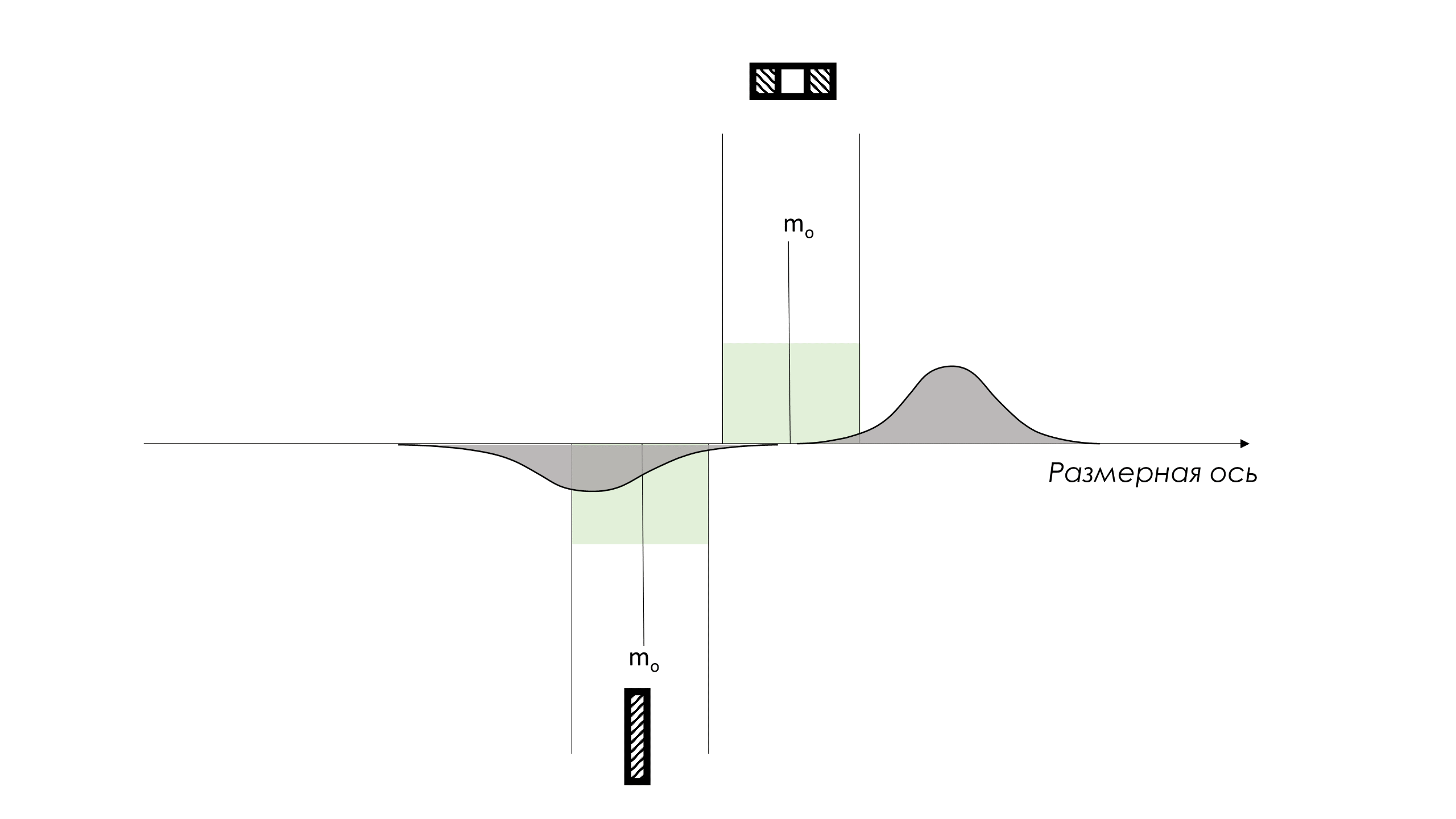
يوضح الشكل أدناه خيارًا آخر، عندما تكون عمليات الإنتاج الحقيقية في حالة لا يمكن التحكم فيها إحصائيًا (لا يمكن التنبؤ بها). يضيق انتشارها 6σ بشكل غير متوقع ثم يتوسع، ويغير متوسطها أيضًا موقعه بالنسبة إلى مجال التسامح الاسمي بشكل غير متوقع. يجب تقسيم جميع الأجزاء المنتجة إلى تلك التي تتوافق مع منطقة التسامح وتلك التي لا تتوافق معها، مما يؤدي إلى التحكم بنسبة 100%. لا أحد يعرف مقدمًا عدد التفاصيل التي ستكون غير متسقة، ربما بنسبة 100%. لا أحد يستطيع التنبؤ بسلوك العمليات التي لا يمكن السيطرة عليها إحصائيا. إجمالي إجمالي خسائر المؤسسة بسبب عدم القدرة على التنبؤ بعمليات الإنتاج هو الحد الأقصى! الأجزاء التي تنتجها هذه العمليات ليست موحدة.
قد يكون النموذج الرقمي مثاليا، لكن خسائر الشركة ككل قد تكون القصوى.
الشكل 9. عمليات الإنتاج في حالة لا يمكن السيطرة عليها إحصائيا (لا يمكن التنبؤ بها). انتشارها 6σ يضيق أو يتوسع بشكل غير متوقع، كما أن متوسطها يغير بشكل غير متوقع موقعه بالنسبة إلى مجال التسامح الاسمي.
النقاط الإضافية والمهمة في هذا الشأن هي الشرط الإلزامي لاستقرار نظام القياس، وتحليل انحياز نظام القياس، مع مراعاة خطأ نظام القياس في مواصفات الإنتاج الأكثر صرامة. هذا الأخير تمت مناقشته في مقالتنا: هل المنتج مطابق للمواصفات فعلا؟ .
أخيرًا، وصلنا إلى المشكلة المرتبطة بالتحسين الفرعي على نموذج رقمي بدلاً من الحاجة إلى تحسين أنشطة جميع أقسام الشركة، كنظام ككل، وفقًا لأهدافه، على سبيل المثال، إنتاج موثوق به المحركات التسلسلية مع الحد الأدنى من تكلفة الملكية للمشغلين.
"إن تحقيق التحسين الفرعي أسهل من التحسين. ومع ذلك، فإن التحسين الفرعي ليس رخيصًا. قد يخلق التحسين الفرعي الوهم بالتحسين، ولكنه في الواقع يخلق حواجز تمنع التقدم الحقيقي. علاوة على ذلك، غالبًا ما يكون التحسين الفرعي لجزء واحد يضر بأجزاء أخرى، بحيث يسبب التغيير الشامل المزيد من الضرر." "إنه ليس مفيدًا. كما أنه يزيد من صعوبة إجراء تغييرات مربحة حقًا."
ومن خلال المزيد من المحادثة، أصبح من الواضح أنه لا إدارة الإنتاج ولا المصممون في هذه الشركة يعرفون كيف تعمل عمليات الإنتاج الفعلية الخاصة بهم. لكن مخططات التحكم في شيوهارت لا تزال غير مستخدمة لتقييم الحالة وتحسين العمليات.
في مثل هذه الحالة، يُترك مهندسو التصميم للاكتفاء بمجالات التسامح والخصائص النظرية، ومرة أخرى، للمواد الاسمية، ويقوم موظفو الإنتاج، دون مساعدة الإدارة وفهم طبيعة التباين، بالأداء أخطاء من النوع الأول والثاني في محاولات إنتاج أجزاء بالخصائص المطلوبة وتجميع المنتج النهائي.
إن مؤشرات الأداء الرئيسية المنفصلة للأقسام المختلفة في الشركة تزيد الأمور سوءًا.
ماذا يحدث في مؤسستك؟
أعد إدواردز ديمينج أسئلة لمساعدة الإدارة ، وهنا بعض منهم:
- هل عمليات الإنتاج لديك مستقرة؟
- كيف تعرف هذا؟
- ما هي البيانات التي لديك؟
- ماذا تفعل لسد الفجوة بين تصميم المنتج والإنتاج الفعلي والتسليم؟
إذا لم تكن لديك إجابات واضحة على الأسئلة أعلاه، فكيف يمكنك الاعتماد على عملية التجميع الرقمي واستبدال الاختبار الميداني باختبار نموذجك الرقمي؟!
"لقد أعربنا عن أسفنا لإهدار المواد والجهد البشري ووقت الآلة. وإهدار المعرفة عندما تكون الشركة غير قادرة على استخدام وتطوير إمكاناتها الحالية أمر مؤسف أكثر."
نرى الكثير من الأدلة على التحسين الفرعي في النماذج الرقمية نفسها، دون الأخذ في الاعتبار أهداف النظام الشاملة التي كان من المفترض أن تخدمها النماذج الرقمية. كل ذلك من أجل التحسين الفرعي على إنتاجية التطوير سيئة السمعة وخفض التكاليف في كثير من الأحيان دون تفكير، دون الاهتمام الواجب بعمليات الإنتاج.
"لا يمكن النظر إلى المخرجات دون النظر إلى الأغراض التي أنشئت من أجلها."
في بيئة يُنظر فيها إلى كفاءة مطور المنتج من حيث تقليل وقت التطوير وتكاليفه، يعد الاعتماد على استبدال اختبار المنتج الواقعي بالاختبار الافتراضي خطأً قد يكون مكلفًا للغاية للشركة ككل. هذه كلها محاولة لقطع الزوايا. سيُظهر تحليل عملية الإنتاج وبيانات ما بعد البيع باستخدام مخططات التحكم الخاصة بـ Shewhart مدى تأثير تحسين عملية التصميم عليها.
"ومع ذلك، فإن التحليل المنهجي لأداء الإنتاج ضروري لتحديد ما إذا كانت خطوات التحسين تحقق الهدف وما إذا كانت مناسبة."
إن أفضل وأبسط أداة لتحليل فعالية خطوات التحسين المتخذة هي مخططات التحكم الخاصة بشيوهارت.
المقتطف التالي مأخوذ من كتاب مارفن ماندل قياس وتعزيز إنتاجية المنظمات الخدمية والحكومية - قصور أوياما داي-إيتشي، 4-14 أكاساكا 8 تشومي، ميناتوكو، طوكيو 107، 1975. - الصفحات 3-4) يلقي الضوء على هذا مشكلة:
«المخرجات... لا يمكن النظر إليها دون مراعاة الأغراض التي أنشئت من أجلها الأنظمة.
لإنشاء بعض الخلفية، دعونا نحلل بعض الأمثلة. ويقال أن توماس إديسون، المخترع الأمريكي العظيم، اقترح إنشاء آلة تصويت لتحسين هذا الإجراء في الكونجرس الأمريكي. وعرض أجهزته على رئيس البرلمان ورئيس مجلس الشيوخ. ووفقاً لفكرة المخترع، سيكون لكل عضو في الكونجرس ومجلس الشيوخ ثلاثة أزرار على كرسيه: الأحمر ليقول "لا"، والأخضر لقول "نعم"، والأبيض لقول "الامتناع عن التصويت".
اقترح إديسون أنه في بداية التصويت، سيضغط المشاركون على الزر المقابل، وبعد ذلك سيظهر تقرير على الفور حول كيفية تصويت كل شخص وما هي النتائج الإجمالية. أكد إديسون بكل فخر لرئيس مجلس الشيوخ ورئيس مجلس الشيوخ أن جهازه سيزيل الأخطاء التي تحدث في طريقة التصويت المتسلسل بنداء الأسماء، ويقلل وقت التصويت بشكل كبير، ويوفر مزايا أخرى.
لقد صُدم تمامًا عندما قاطعه رئيس مجلس النواب ورئيس مجلس الشيوخ في منتصف الجملة وأعلنا أن مثل هذا النظام غير مرغوب فيه على الإطلاق، وبدلاً من تحسين عمل مجلس النواب أو مجلس الشيوخ، فإنه سيعطل عمل المجلس تمامًا. الأداء السلس للكونغرس في الولايات المتحدة. وما كان تحسنًا من وجهة نظر إديسون كان، على العكس من ذلك، تدهورًا من وجهة نظر الكونجرس. كان طول عملية نداء الأسماء جزءًا لا يتجزأ من العملية التداولية التي قرر الكونجرس من خلالها ما يجب فعله.
إن اقتراح إديسون - التصويت السريع - لا يتوافق مع أهداف الكونجرس."
ما يجب القيام به؟
بادئ ذي بدء، سوف تحتاج إلى تغيير أسلوب إدارتك والتخلص منه الأمراض القاتلة والعقبات التي تحول دون التحول .
عند تصميم المنتجات، انتقل إلى ما هو أبعد من استخدام جداول التسامح للنظر في قدرات العمليات في العالم الحقيقي مع التباين المتأصل في الهندسة وخصائص المواد والخصائص الأخرى.
يرجى ملاحظة أن مواصفات الإنتاج (التفاوتات) يجب أن تأخذ في الاعتبار خطأ أنظمة القياس الخاصة بك، مع احتمال 96٪ على الأقل من التحكم الخاص بك لعدم فقدان المنتجات المعيبة، أي أن تكون أضيق من تسامح العميل لخطأين محتملين في نظام القياس على كل جانب من وصول العميل الميداني. يجب أن تكون أنظمة القياس نفسها مستقرة! راجع هذا المقال للتوضيح: هل المنتج مطابق للمواصفات فعلا؟
قيادة تغييرات التصميم، أو تغييرات التسامح، أو مطالبة أقسام التصنيع والموردين بتحسين العمليات عند الضرورة باستخدام مخططات التحكم في Shewhart تحت إشراف مدرب ذي خبرة. ولا تكتفي ببيانات الاستجابة الفارغة، بل اطلب تأكيدًا إحصائيًا لخصائص الجودة في شكل مخططات تحكم للخصائص الرئيسية للمنتجات والعمليات.
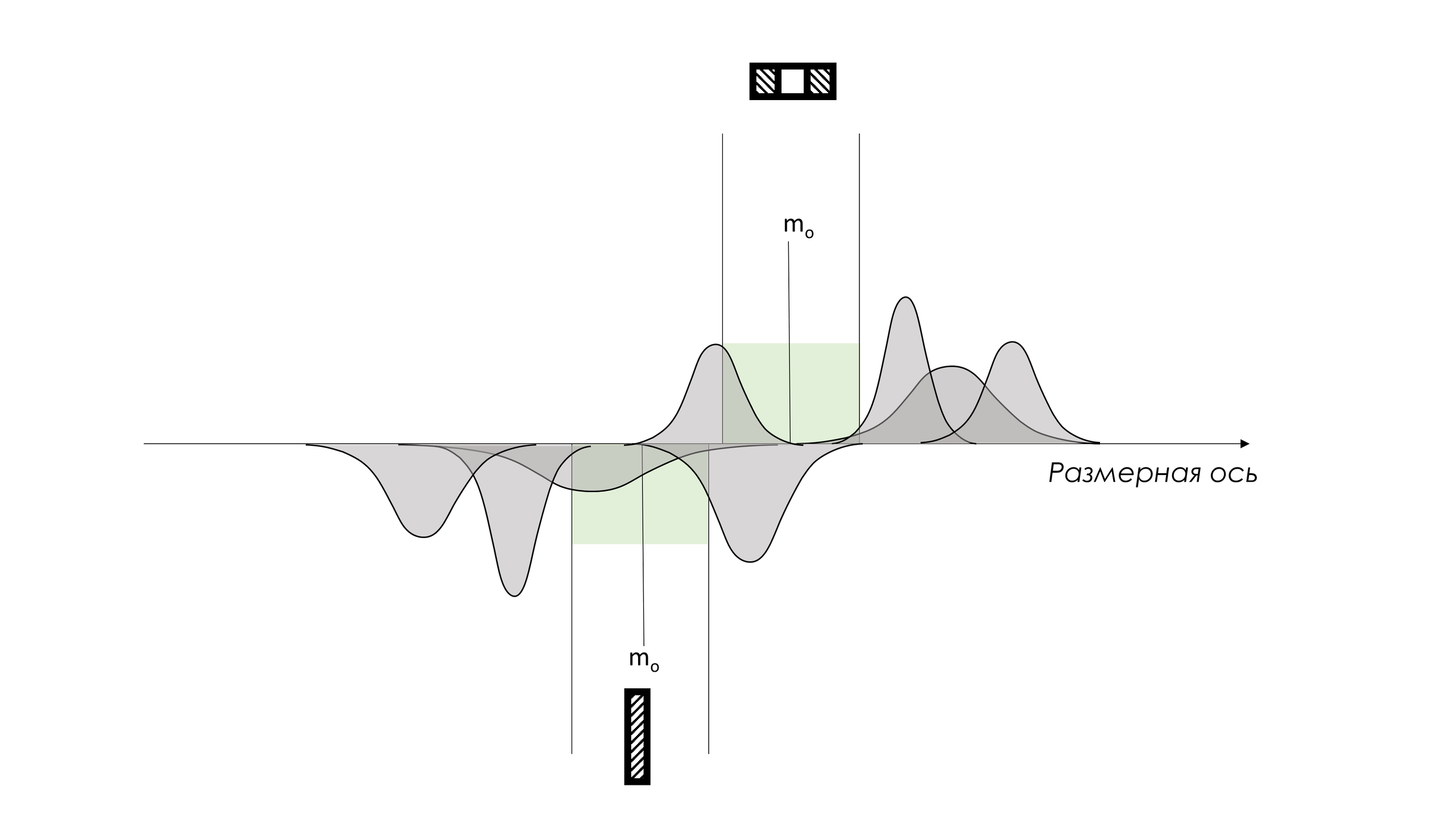
لقد أظهرت توصيات لتحسين عمليات الإنتاج في الفيديو القصير أدناه.
فيديو 1. خارطة طريق لتحسين العملية. رموز العناصر الموجودة في الفيديو:. НГД وIOP - حدود التسامح الدنيا والعليا، على التوالي (Eng، LSL وUSL)؛ m0 - مجال التسامح الاسمي؛ LGP وВГП - الحدود الدنيا والعليا للعملية (الإنجليزية LCL وUCL)؛ CL - الخط المركزي للعملية (متوسط).
يمكن توفير المساعدة الجادة في تبادل المعلومات وإنشاء فريق العمل بين أقسام التصميم والإنتاج والمشتريات والمبيعات من خلال أدوات إدارة الجودة الجديدة، حتى وفقًا للمعايير العالمية، من برامج نظام إدارة الجودة (برنامج QMS) مع وحدات البحث والتطوير الخاصة بـ SPC إدارة الجودة، وذلك باستخدام بيانات حول تباين خصائص الجودة الرئيسية لكل من عمليات الإنتاج الخاصة بهم وعمليات الموردين باستخدام مخططات التحكم الخاصة بـ Shewhart.
نحن نقدم تكامل القوة الكاملة لدينا برمجة لتطبيقات الشركات الروسية: CAD (CAD)- , الحركة الشعبية لتحرير السودان- , تخطيط موارد المؤسسات , زارة التربية والعلم- , أنظمة LIMS والتدريب وتقديم الدعم العلمي والعملي الفعال المستمر لموظفي الشركة.
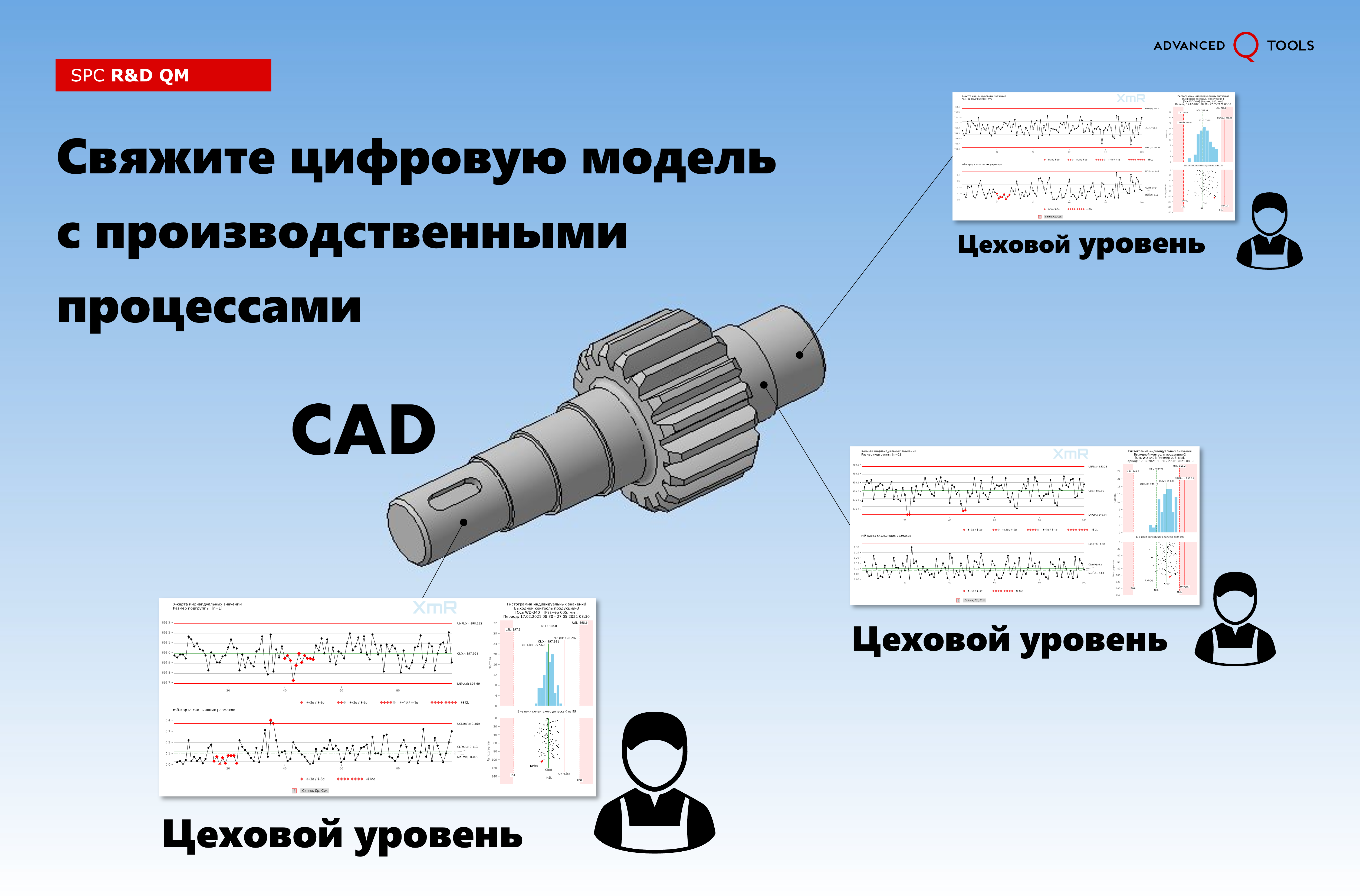
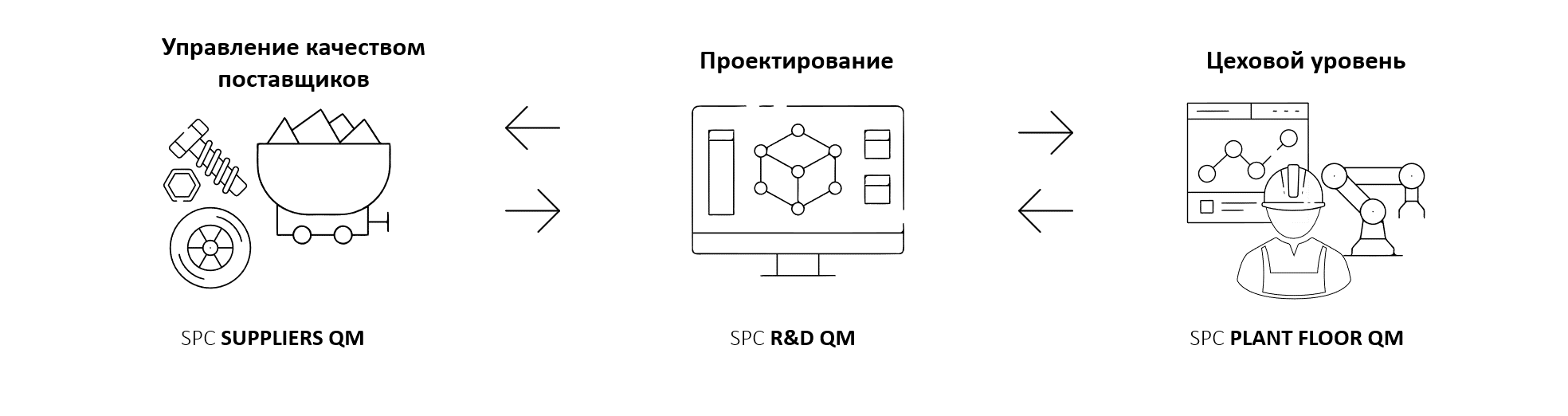
الشكل 10. أدوات إدارة الجودة من الجيل التالي SPC R&D QM. التفاعل بين إدارة جودة الموردين ووظائف التصميم والإنتاج.
أحد الأمثلة على استخدام التحكم الإحصائي في العمليات مع وحدة تصميم المنتج هو نظام إدارة الجودة IBS - حل من فئة QMS (نظام إدارة الجودة) متعدد الصناعات تم تطويره بواسطة برنامج Siemens PLM.
ومرة أخرى، فإن الاستخدام المجزأ وغير المنهجي لأساليب التحكم في العمليات الإحصائية (SPC)، دون فهم عميق لها، لن يؤدي إلى تحسينات كبيرة للشركة ككل.
"أي منظمة تخطط لاستخدام مخططات التحكم بشكل فعال يجب أن تنهار أولاً كل الحواجز وصفها ديمينغ.
لا يمكنك فقط "تنفيذ التحكم في العمليات الإحصائية". مخططات التحكم لا تعمل في الفراغ. إن استخدامها يفرض متطلبات معينة على العمال والإدارة، ويجب على المنظمة أن تفعل كل ما هو ممكن لتلبية هذه المطالب. بمجرد أن تصبح فلسفة مخطط التحكم جزءًا من ثقافة الشركة أو حتى جزءًا من هيكل المنظمة نفسها، فلن يكون التدخل العرضي من العمال أو الإدارة قادرًا على التدخل في أي شيء.
إن التحكم في العمليات الإحصائية هو في المقام الأول نظرة عالمية كاملة مدعومة بأساليب معينة. إنها طريقة تفكير، وهذا هو كل ما يدور حوله. وبدون هذا التفكير، تصبح الأساليب عديمة الفائدة تمامًا! يمكن للإدارة العليا فقط تسليط الضوء على أهمية مخططات التحكم للتحسين المستمر. إذا قدمت الإدارة العليا دعمًا نشطًا لذلك، فإن التأثير المحتمل لتنفيذ مخططات التحكم سوف يتجاوز كل التوقعات! "
أخيرًا، أود أن أذكرك بأحد الأجزاء الأربعة المرتبطة بشكل لا ينفصم أنظمة المعرفة العميقة ، والتي صاغها إدواردز ديمنج، أي من حيث فهم الأنظمة. وأقترح عدم الانجراف في التحسين الفرعي لأي أجزاء (أقسام) من النظام، ولكن التركيز على تحسين تفاعل جميع مكونات النظام لتحقيق أهدافه الرئيسية.
"النظام عبارة عن سلسلة من الوظائف أو الأنشطة المترابطة داخل المنظمة والتي تعمل معًا لتحقيق أهداف المنظمة.
الشكل 11. يعتبر الإنتاج بمثابة نظام (مواد من محاضرات إدواردز ديمنج، 1950، اليابان)
ويوضح الرسم البياني اتجاه ليس فقط تدفق المواد، ولكن أيضًا تدفق المعلومات اللازمة لإدارة الشركة كنظام. يوفر استخدام إطار العمل تعليقات للتحسين المستمر للمنتج أو الخدمة، من أجل التعلم المستمر.
كمرجع
بدأت الشركات الصناعية الأجنبية منذ فترة طويلة في استخدام منهجية التحليل الإحصائي ثنائي الأبعاد (2D) لتحسين عمليات التصميم. فيما يلي لقطة شاشة لصفحات مستند Boeing من عام 1998، والتي يمكن تنزيلها في القسم الببليوغرافيات موقعنا.
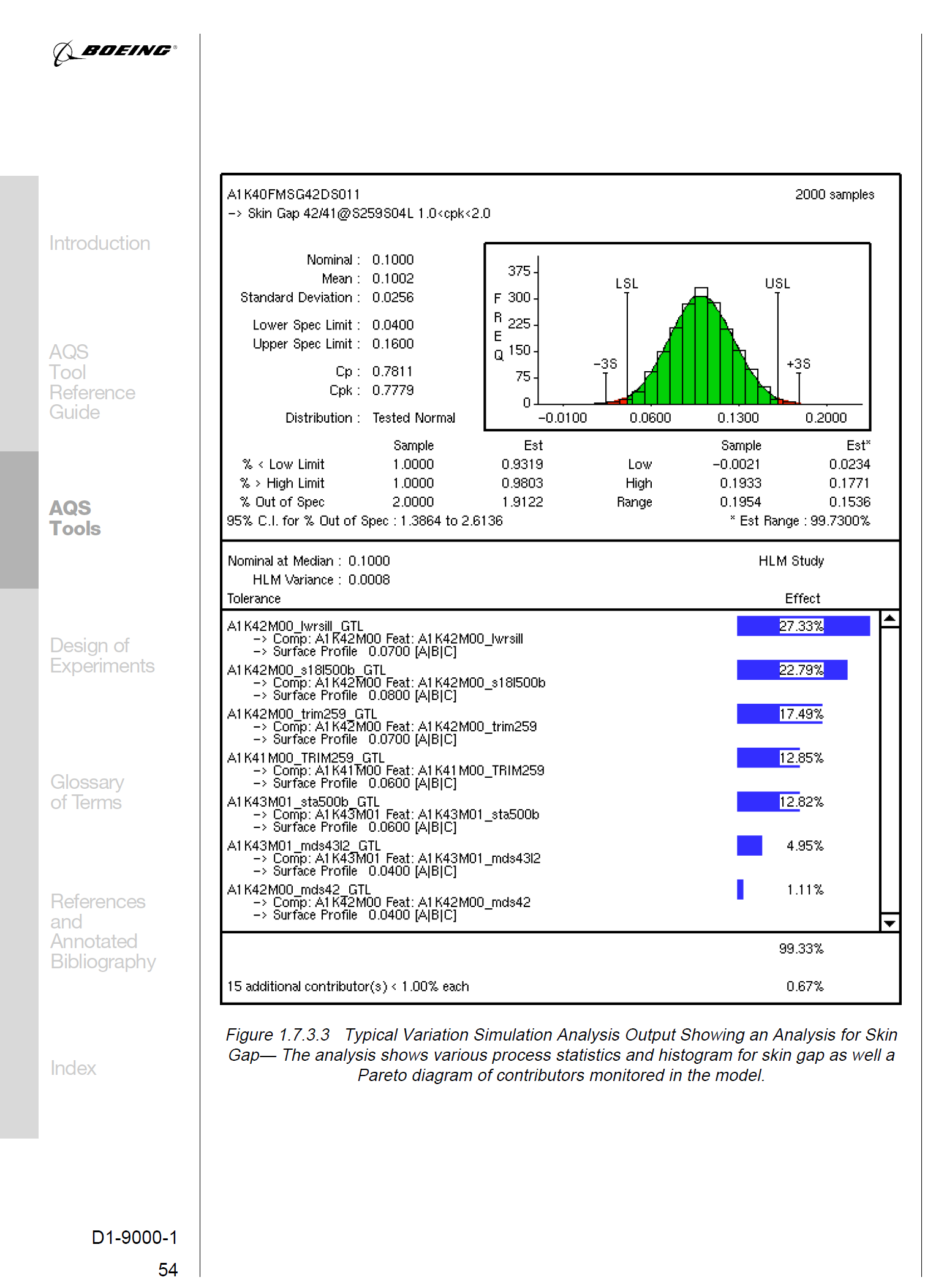
الشكل 12. تحليل التباين الإحصائي ثنائي الأبعاد (2D) في مجال GD&T (الأبعاد الهندسية والتسامح). صفحة من كتيب شركة بوينج "أدوات نظام الجودة المتقدمة" | "أدوات نظام الجودة المتقدمة لشركة بوينغ"، 1998.
علاوة على ذلك، حتى تحليل التباين الإحصائي ثلاثي الأبعاد في مجال GD&T (الأبعاد الهندسية والتسامح) تم استخدامه منذ فترة طويلة في الشركات الغربية الرائدة.
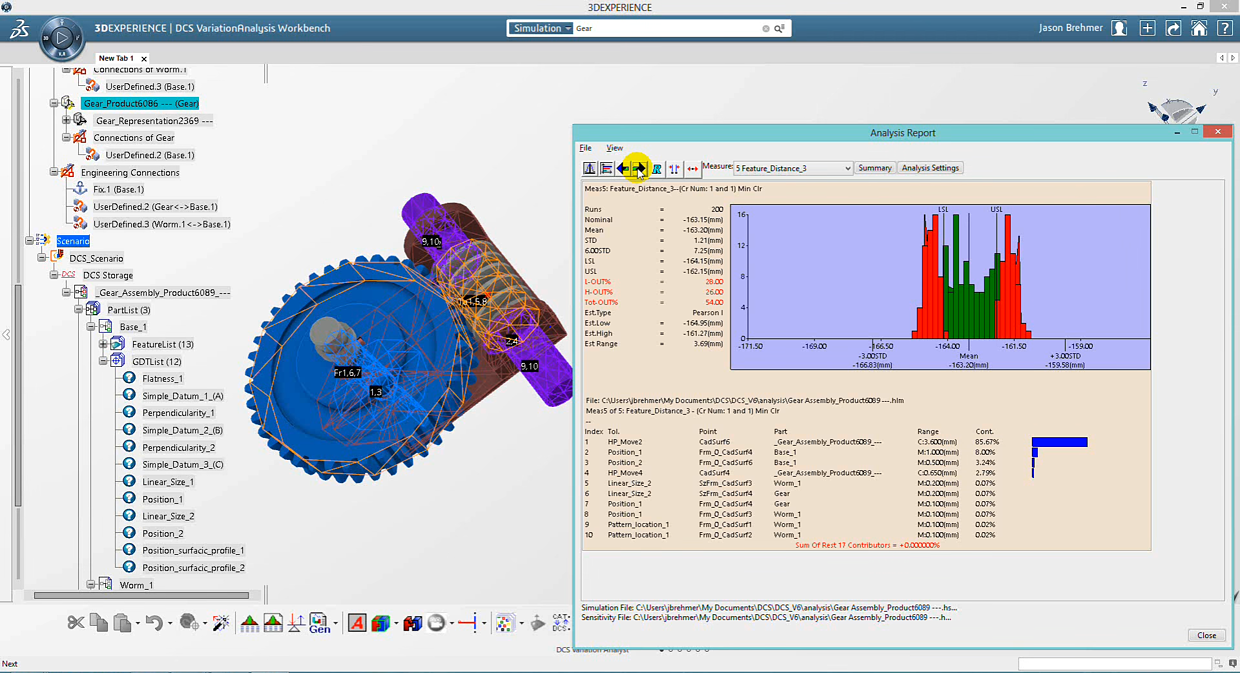
الشكل 13. تحليل التباين الإحصائي ثلاثي الأبعاد (3D) في مجال GD&T (الأبعاد الهندسية والتسامح). يُستخدم منتج البرنامج 3DCS Variation Analyst التابع للشركة الأمريكية Dimensional Control Systems Inc. كأداة مدمجة في CAD CATIA V5 وSOLIDWORKS وCREO وNX و3DEXPERIENCE، بالإضافة إلى كأداة قائمة بذاتها.
تستخدم هذه الشركات أدوات محاكاة آلية في مجال GD&T (الأبعاد الهندسية والتسامحات) للتحقق من المحاذاة الصحيحة لحقول التسامح في النموذج الرقمي. لذلك، على سبيل المثال، في المنشور [22] تصف "أدوات نظام الجودة المتقدمة" الصادرة عن شركة Boeing (صفحة 51) منذ عام 1998 الغرض ومبدأ التشغيل للتحليل الإحصائي المتغير ثلاثي الأبعاد. انظر مناقشة هذه المشكلة بمزيد من التفصيل في الوثيقة [23] تقرير شركة بوينغ ISSTECH-95-030، طرق تحليل مكدس التسامح، تأليف فريتز شولز (1995) في القسم الببليوغرافيات موقعنا.
وقد يرتكبون أخطاء
على الرغم من أن تحليل التباين الإحصائي ثلاثي الأبعاد هو الخطوة التالية نحو فهم تباين المنتجات المصممة (النموذج الرقمي)، إلا أنه يعد تحسينًا فرعيًا متقدمًا لأنه لا يرتبط بالتباين الفعلي لعمليات الإنتاج.
نقاط الضعف في تحليل التباين الإحصائي ثنائي الأبعاد وثلاثي الأبعاد
1. قد تكون العمليات في حالة لا يمكن السيطرة عليها إحصائيا (لا يمكن التنبؤ بها)، مما يجعل مثل هذا التحليل نظريا بحتة.
2. يمكن أن يعمل انتشار الخصائص الخاضعة للرقابة للعمليات المستقرة على نطاق أوسع من منطقة التسامح أو يتجاوز منطقة التسامح. إذا قررت إدارة الإنتاج في الوقت نفسه حفظ بعض المنتجات التي تقع خارج حدود التسامح، على سبيل المثال، عن طريق خفض "فئة الجودة" الخاصة بها، فإن تحليل التباين لن يعطي فكرة عن الخيارات الممكنة للاقتران مثل هذه الأجزاء.
3. يمكن أن يعمل انتشار الخصائص الخاضعة للرقابة للعمليات المستقرة ضمن نطاق التسامح، فعندئذ سوف تقوم بلا جدوى بإجراء حسابات لخيارات لن تحدث في الواقع.
4. قد تكون العمليات متمركزة بشكل سيئ في مجال التسامح، ومن ثم هناك خطر ارتكاب أخطاء من الفقرتين 2 و3 أعلاه.