الآلات والروبوتات والأجهزة الجديدة ليست حلا سحريا!
المادة من إعداد: المدير العلمي لمركز AQT سيرجي ب. غريغورييف .
حرية الوصول إلى المقالات لا تقلل بأي حال من الأحوال من قيمة المواد الموجودة فيها.
نقدم مواد حول أحد المواضيع الأكثر إثارة للجدل في الإنتاجية وإدارة الجودة - الشغف بالروبوتة العامة وشراء معدات جديدة. متى يحين الوقت للتفكير حقًا في شراء معدات جديدة؟
"الافتراض بأنه من خلال حل المشكلات الحالية، وإدخال الأتمتة والتركيبات والآلات الجديدة، سوف نقوم بتحويل الصناعة
"المال لا يمكنه شراء الجودة."
وكان سبب كتابة هذه الحالة هو المقال: “مبارزة الرسام والروبوت”.
"قبل عامين، حاولوا في مصنع Trubodetal جعل عملية تطبيق طلاء مضاد للتآكل على الأجزاء التي تربط خطوط الأنابيب أمرًا آليًا. لقد حسبوا: إذا قمت بتقليل سمك الطلاء بمقدار ملليمتر واحد فقط وقمت بتطبيق المادة في طبقة متساوية، بحيث تقع ضمن الحد الأدنى للقاعدة، فيمكنك الحصول على وفورات جيدة خلال عام .
الآن يتم تنفيذ هذا العمل في المصنع من قبل الرسامين: لديهم مسدس طلاء ثقيل في أيديهم، يتم إلقاء خرطوم ("الأفعى المضيقة") على أعناقهم، والتي يتم من خلالها توفير طلاء مكون من عنصرين يعتمد على البوليوريا، الملابس عبارة عن وزرة بيضاء مقاومة للرطوبة، والقناع الموجود على وجوههم يكاد يكون قناع غاز. العمل البدني الشاق. لماذا لا تجعل الأمر أسهل في نفس الوقت؟
تم إحضار ذراع آلية عالمية من شركة معروفة للاختبار. كان يجب أن تشاهد المبارزة التي جرت بين الرسام والروبوت! لم يتمكن "قطاع الطرق ذو الذراع الواحدة"، كما أطلق عليه العمال، من وضع الطلاء في طبقة متساوية، بل وقام برش الكثير من راتنجات اليوريا على الجانبين - زاد استهلاك مكونات الطلاء ثلاث مرات.
بغض النظر عن مدى صعوبة نضال ممثلي شركة تكامل المعدات، إلا أنهم ما زالوا في نهاية المطاف معيبين. على الرغم من أن كل فرص الفوز في المبارزة كانت في صالح الروبوت: فاليد الميكانيكية لا ترتعش، ولا تتعب من الإمساك بمسدس الرش، وهي ليست ساخنة ولا باردة. في هذه الأثناء، أنهى الرسام رسم منحنىه بهدوء، وشاهد كيف كانت الآلة تكافح في مهمة بسيطة، وأمسك بلوحة التحكم الخاصة بها بين يديه - ومضى في العمل.
هزم رسامو Trubodetal الروبوت جسديًا وعقليًا.
شيء واحد جيد: أدى وصول منافس للصلب إلى المتجر إلى زيادة غير مسبوقة في إنتاجية العمل بين الرسامين. ارتفع معدل العائد من العرض الأول على الفور إلى 98-100 بالمائة - وفي الوقت نفسه، انخفض استهلاك مواد الطلاء بشكل حاد.
لم يتخل المصنع عن فكرة تحويل هذه العملية إلى نظام آلي، لكنهم لم يعثروا بعد على اقتراح جدير بالاهتمام. ويلاحظ هنا أن شراء الروبوت ليس مسألة سعره. كل شيء أكثر تعقيدا. في Trubodetal لا يوجد إنتاج ناقل، ولكن إنتاج قطعة، ومجموعة كبيرة من أجزاء التوصيل المصنعة - أكثر من ألف حجم قياسي، لذلك نحن بحاجة إلى روبوت عالمي واحد "سيرى" بشكل مستقل هندسة المنتج، ويحدد الحد الأقصى وضع توفير الطلاء الاقتصادي، وإجراء عمليات متكررة، والمسح الضوئي وتذكر النتيجة، وسوف يتعلم من أخطائه - وبعد ذلك، دون تدخل مبرمج، سوف يتحول بسرعة إلى طلاء منتج من نوع وحجم مختلفين تمامًا، مع سمك طلاء محدد مختلف. بخلاف ذلك، ستحتاج إلى روبوت منفصل لكل نوع من المنتجات، وهو بالطبع رفاهية كبيرة.
تعليق
تبرز المقالة بوضوح عن اتجاه المعلومات الحديث حول الفعالية الشاملة للرقمنة والروبوتة.
في الوقت نفسه، يوضح المقال دليلاً على سوء فهم طبيعة التباين من قبل موظفي Trubodetal:
"لقد حسبنا: إذا قمت بتقليل سمك الطلاء بمقدار ملليمتر واحد فقط وقمت بتطبيق المادة في طبقة متساوية، بحيث تقع ضمن الحد الأدنى للقاعدة، فيمكنك الحصول على وفورات جيدة في غضون عام."
لسوء الحظ، لن يتمكن أي شخص أو روبوت من "تطبيق المادة في طبقة متساوية، تقع ضمن الحد الأدنى للقاعدة،" سواء الآن أو بعد 50 عامًا - وهذا مستحيل في العالم المتغير الحقيقي. علاوة على ذلك، إذا كان الرسامون يهدفون إلى تحقيق "النتيجة النهائية"، فحوالي نصف الوقت ستكون السُمك أقل من النتيجة النهائية، بشرط أن تكون عملية الطلاء في حالة يتم التحكم فيها إحصائيًا (أفضل حالة تكون العملية قادرة عليها) انظر الشكل 1 .
إذا كانت عملية الطلاء في حالة غير مستقرة إحصائيا، فلن يتمكن أحد من التنبؤ بنتائجها.
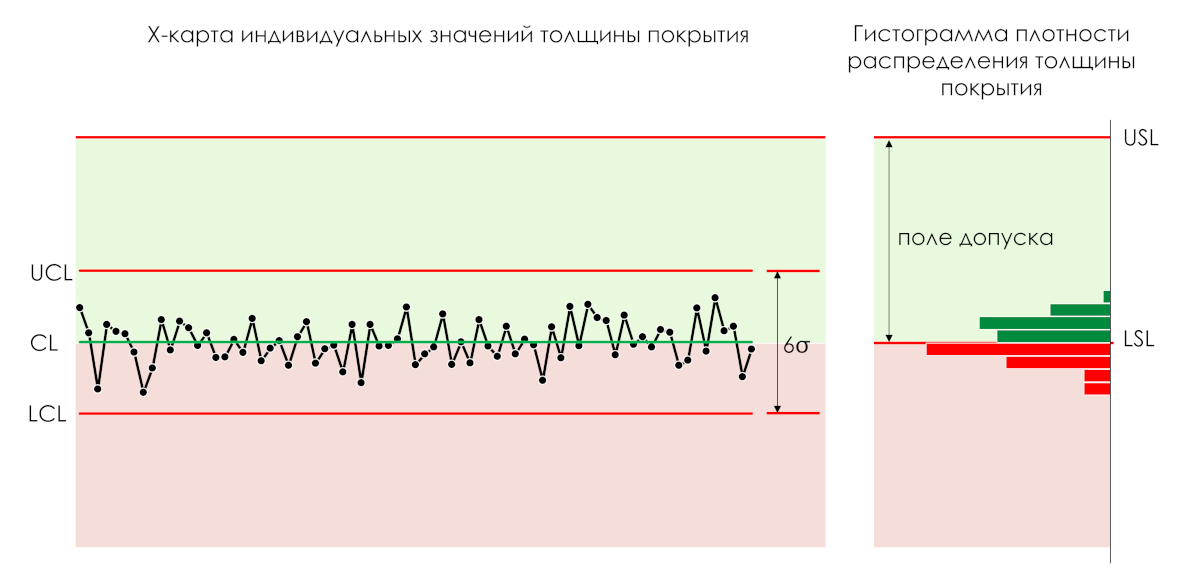
الشكل 1. مخطط التحكم Shewhart والرسم البياني لكثافة التوزيع لقيم سمك طلاء العملية المستقرة المتمركزة على حد التسامح الأدنى. UCL - حد التحكم العلوي للعملية، CL - الخط المركزي للعملية، LCL - حد التحكم الأدنى للعملية، 6σ - نطاق العملية، USL - الحد الأعلى لحقل التسامح، LSL - الحد الأدنى لحقل التسامح.
لفهم بياني، من المهم أن نفهم طبيعة التقلب أي أن أي خصائص للمواد و"مدخلات" و"مخرجات" العمليات ترجع إلى التباين. على سبيل المثال، بالنسبة لعملية تطبيق طلاء مكون من مادة البوليوريا على سطح الأجزاء، من المهم مراعاة التباين:
- مؤشرات الجودة لكل مكون من مكوني الطلاء سواء داخل الدفعة أو بين دفعات الموردين؛
- مؤشرات الجودة للتركيبة المكونة من مكونين (خليط المكونات) للطلاء قبل وضعها على السطح المراد معالجته؛
- مؤشرات جودة إعداد السطح للطلاء.
- مؤشرات الجودة البيئية في غرفة الطلاء.
- مؤشرات الجودة لتطبيق طلاء مكون من مكونين على سطح المنتجات، بغض النظر عما إذا كان الشخص أو الروبوت هو الذي يقوم بتطبيق الطلاء؛
- نظام القياس (الاستقرار، خطأ نظام القياس، الاتساق، التحيز) الذي تستخدمه لقياس جودة المواد المدخلة، وجودة عمليات العملية، والمخرجات النهائية.
لا تقل أهمية عن تحسين العمليات، دون التعرض لخطر تفاقمها التعريفات الإجرائية (الطرق والمعايير والقرار) التي ستكون مطلوبة لتقييم تباين جميع مكونات عملية طلاء الأجزاء.
من المهم أن تفهم ما الذي تقيسه الأداة التي تستخدمها لتحديد سمك الطلاء فعليًا، أي الحد الأدنى أو المتوسط أو الحد الأقصى للسمك في منطقة معينة.
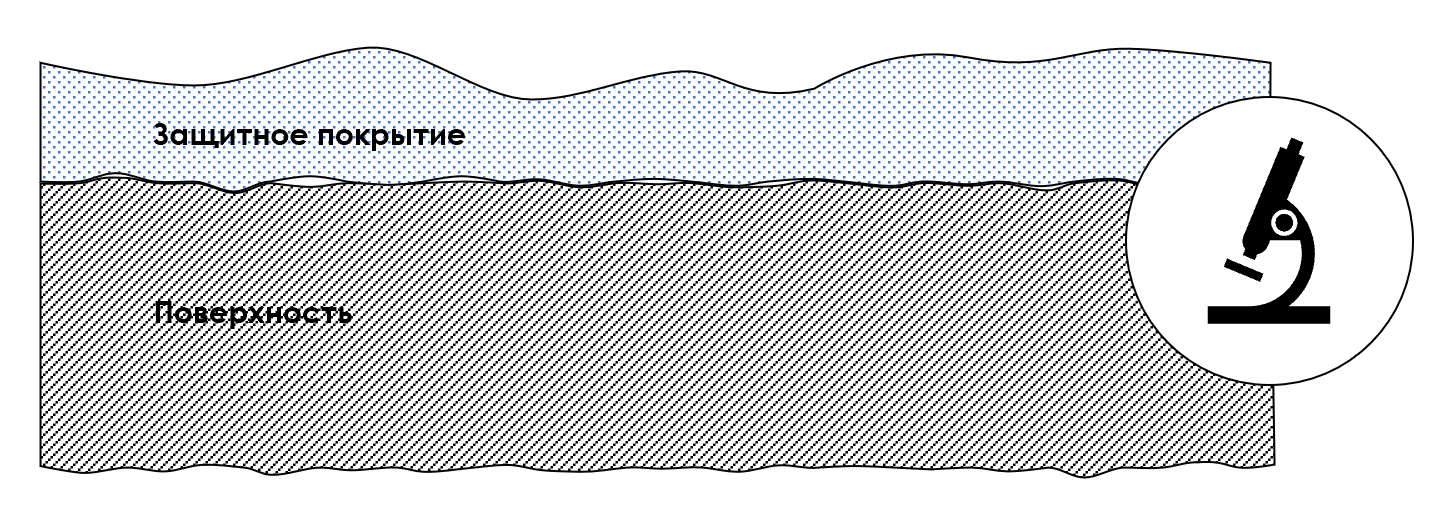
الشكل 2. سمك الطبقة الواقية وانحناء السطح المحمي عند النظر إليها تحت المجهر.
بالإضافة إلى ذلك، يجب أن تكون لديك فكرة عن الخطأ وإزاحته نظام القياس
لا يمكنك أبدًا التخلص من التقلبات، ولكن يمكنك العمل على تقليلها. أولا وقبل كل شيء، سوف تحتاج إلى جلب العمليات الخاصة بك إلى حالة مستقرة إحصائيا. وإذا لم يتم تنظيم قيمة حقل التسامح وتم ضمان جودة الطلاء الجيدة عند الحد الأدنى لحقل تسامح الإنتاج، فعندئذ فقط بعد جلب العملية إلى حالة مستقرة إحصائيًا من خلال إعداد العملية المتوسطة، ستحتاج إلى وضع توزيع مؤشرات سماكة الطلاء الخاصة بك (مجالات واسعة 6σ) داخل مجال تحمل الإنتاج أقرب ما يمكن إلى الحد الأدنى مع وجود فجوة أمان بين الحد الأدنى للعملية والحد الأدنى لتحمل الإنتاج. وفي الوقت نفسه، سيكون من الضروري تحسين الطبقة الواقية لتوفير حماية أفضل عند السماكات الأقل وتقليل التباين في عملية الطلاء. عندما يتم اكتشاف انخفاض في التباين بواسطة بطاقة التحكم Shewhart، قم بإجراء تعديل آخر للمتوسط، وتحويله نحو الحد الأدنى لتسامح الإنتاج.
الشكل 2. الطريقة الصحيحة لإعداد العملية بتسامح غير اسمي مع تقليل سمك الطلاء.
لمزيد من التفاصيل حول ضرورة فرز المنتجات إلى معيبة وغير معيبة فيما يتعلق بتفاوتات الإنتاج، وهي مجالات التفاوتات العادية (العميل) التي تم تضييقها مع مراعاة خطأ نظام القياس، راجع مقال دونالد ويلر: هل المنتج مطابق للمواصفات فعلا؟
يتوافق هذا النهج للتحسين المستمر تمامًا مع دورة Shewhart-Deming PDSA (التي يشار إليها أحيانًا بشكل خاطئ باسم PDCA).
الفيديو 1. دورة Shewhart-Deming PDSA (Plan-Do-Study-Act، Deming Cycle)، والتي تشكل أساس المعيار الرئيسي في مجال إدارة الجودة ISO 9001، بالإضافة إلى عدد من معايير الصناعة: IATF 16949 (صناعة السيارات) ، ISO TS 22163 (IRIS - صناعة السكك الحديدية)، EN/AS 9100 (الطيران)، GOST RV 15.002 (صناعة الدفاع)، STO GAZPROM 9001، وما إلى ذلك. غالبًا ما يشار إليها باسم PDCA (التخطيط والتنفيذ والتحقق والتنفيذ).
"عندما تعرفت لأول مرة على مفهوم دورة PDSA، في غضون 15 دقيقة اعتقدت أنني أعرف كل ما يمكن معرفته عن هذا النموذج. والآن، بعد عقود من الممارسة والدراسة النشطة، أعتقد أنه في يوم من الأيام سأعرف ما يكفي عن هذا النموذج. مفهوم ".
"المهندسون والمديرون الذين يتجاهلون الإحصاءات الأساسية لا يستطيعون ببساطة حمل أنفسهم على التفكير في كيفية تطوير منتجات أكثر موثوقية، ويتعين عليهم إهدار الدولارات في محاولة التحكم في عمليات الإنتاج. وعندما ينفق المديرون مبالغ ضخمة للتخلص من تأثيرات التباين، بدلا من تعلم كيفية وللحد من هذه المشكلة، فإننا نسمي نهجهم "الإصلاح التكنولوجي". إذا تعلمت كيفية إدارة التباين وحماية إنتاجك منه، بينما ينفق منافسوك ملايين الدولارات على عمليات مؤتمتة بالكامل يمكنها التعامل مع عدم اليقين، فمن الواضح أن هذا هو ما يمكنك فعله تقويض أسعار منافسيك. ومن خلال التفكير بهذه الطريقة، سنفهم لماذا يعتبر مصنع NUMMI، الذي قامت شركة تويوتا بتجهيزه لشركة جنرال موتورز، واحدًا من المصانع الأعلى جودة، على الرغم من أنه الأقل تشغيلًا آليًا.
ولتوضيح الاقتباس راجع المقال: الطرق الصحيحة والخاطئة لاستخدام مجالات التسامح. هل يجب فرز المنتجات وفقًا لهوامش التسامح بين المنتجات المعيبة وغير المعيبة، أم يجب أن نحاول تخصيص العملية؟
متى يجب أن تفكر في شراء معدات جديدة؟
القرار بشأن الوقت المناسب للتفكير في المعدات الجديدة مقدم من إدواردز ديمنج في مقدمة كتابه [2] الخروج من الأزمة، الذي نُشر لأول مرة في عام 1982:
"مثال على خفض التكاليف.
ولنتأمل هنا الخطاب الذي ألقاه ويليام كونواي، رئيس شركة ناشوا، في ريو دي جانيرو في مارس/آذار 1981:
«جاء أول نجاح كبير لشركتنا في مارس 1980، مع تحسين الجودة وانخفاض التكاليف في إنتاج ورق النسخ الخالي من الكربون.
تم وضع طلاء ذو أساس مائي يحتوي على مواد كيميائية مختلفة على الورق أثناء فكه من اللفة. فإذا كانت التغطية كافية، فيمكن أن يحصل المستهلك على نسخة واضحة، والتي حصل عليها بفضل هذه الورقة بعد عدة أشهر. يستخدم رأس الطلاء حوالي 3.6 رطل (1.63 كجم) من الطلاء الجاف لكل 3000 قدم مربع (280 مترًا مربعًا) من الورق بمعدل حوالي 1100 قدم خطي (335 مترًا) في الدقيقة على لفات من 6 إلى 8 أقدام (2 إلى 2.5 متر) ) واسع. يأخذ القائمون على الضبط عينات من الورق ويختبرونها لتحديد شدة (مستوى الظلام) للنسخة. تم إجراء هذه الاختبارات على عينات مغلفة حديثًا ومُعمرة بالفرن لمحاكاة استخدام المستهلك للورق. عندما يظهر الاختبار تغطية قليلة جدًا أو كبيرة جدًا، يقوم المشغل بضبط الرأس عن طريق زيادة أو تقليل معدل تدفق الحبر*. أصبح التوقف بشكل متكرر لإجراء تعديلات جديدة أسلوب حياة. لكن هذه التوقفات جاءت بتكلفة.
كان المهندسون على علم بأن متوسط طبقة الطلاء مرتفع جدًا، لكنهم لم يعرفوا كيفية تقليله دون المخاطرة بطبقة طلاء غير صالحة للاستخدام. وتم النظر في خيار شراء رأس جديد بتكلفة 700 ألف دولار. وهذا يعني، بالإضافة إلى التكلفة البالغة 700 ألف دولار، خسارة وقت التركيب ومخاطر عدم توفير التركيب الجديد توحيدًا أفضل للطلاء وفعالية من حيث التكلفة مقارنة بالتركيب الحالي.
وفي أغسطس 1979، طلب مدير المصنع المساعدة. وقد وجد أنه إذا ترك الرأس دون مساس، فإن النتائج ستكون في السيطرة الإحصائية بمتوسط تغطية 3.6 رطل، زائد أو 0.4. إن القضاء على الأسباب المختلفة للاختلاف التي تم تحديدها من خلال النقاط الواقعة خارج حدود التحكم (مخطط التحكم Shewhart) جعل من الممكن تقليل استهلاك الطلاء مع الحفاظ على الجودة الجيدة باستمرار. بحلول أبريل 1980، انخفض التدفق إلى متوسط 2.8 رطل لكل 3000 قدم مربع. قدم، تتراوح من 2.4 إلى 3.2، مما يؤدي إلى توفير 0.8 رطل لكل 3000 قدم مربع (3.6-2.8)، أو 800000 دولار سنويًا بالأحجام ومستويات الأسعار الحالية.
* تصرفات هؤلاء الأشخاص الذين يقومون بضبط الرأس تتوافق مع القاعدة 2 أو القاعدة 3 (انظر. "تجربة مونت كارلو مع القمع والهدف" ) ، مما أدى إلى زيادة حادة في انتشار سمك الطلاء، أي أنهم حصلوا على نتيجة عكس ما كانوا يسعون إليه تمامًا.
الابتكار لتحسين العملية.
نهاية القصة التي رواها السيد كونواي أكثر إثارة للاهتمام. مهدت المراقبة الإحصائية الطريق للابتكار الهندسي. وبدون ذلك، كانت العملية في حالة من الفوضى حيث لا يمكن قياس نتائج أي محاولات للتحسين. وأتاح مكتب الإحصاء للمهندسين والكيميائيين أن يكونوا مبتكرين ومبدعين. وأصبح لديهم الآن عملية شفافة وقابلة للقياس. لقد قاموا بتعديل التركيب الكيميائي للطلاء وتعلموا استخدام مواد أقل في كل مرة. إن تقليل الاستهلاك بمقدار عُشر رطل يعني خفض تكاليف المواد بمقدار 100 ألف دولار سنويًا.
قام المهندسون أيضًا بتحسين تصميم الرأس لتحقيق قدر أكبر من التغطية الموحدة. طوال هذا الوقت، أدى التحكم الإحصائي في العملية إلى ظهور طبقة طلاء أرق مع انتشار متناقص للقيم.
الآلات والأجهزة الجديدة ليست حلا سحريا. لقد ألقينا نظرة للتو على مثال تم فيه تحقيق نتائج مهمة في الجودة والإنتاجية لأن الأشخاص تعلموا استخدام المعدات بكفاءة.
وأرجعت المقالات الافتتاحية والرسائل الموجهة إلى الصحف تراجع مستويات الإنتاجية في أميركا إلى الاستخدام غير الكافي للمعدات والأجهزة الجديدة، فضلاً عن الأنواع الجديدة من الآلات الأوتوماتيكية مثل الروبوتات. من المثير للاهتمام قراءة مثل هذه المقالات، والأكثر إثارة للاهتمام كتابتها للأشخاص الذين لا يعرفون شيئًا عن مشاكل الإنتاج.
الفقرة التالية، مأخوذة من رسالة من صديق لي، موظف في شركة تصنيع كبيرة، يمكن أن تكون بمثابة توضيح لما قيل:
"هذا البرنامج برمته (تطوير وتركيب آلات جديدة) غير ناجح. أدت كل هذه الآلات الممتازة وظائفها أثناء الاختبار، ولكن عندما بدأت العمل في مصانعنا، توقفت كثيرًا وبسبب هذه الأعطال الخطيرة التي أدت إلى ارتفاع التكاليف الإجمالية بدلاً من الانخفاض. لم يقم أحد من قبل بتقييم العدد المحتمل للأعطال والإصلاحات. ونتيجة لذلك، كنا في حالة جنون بسبب التوقف وعدم كفاية احتياطيات قطع الغيار، وحتى بسبب غيابها، لم يكن من المتصور وجود خطوط إنتاج بديلة.
أدوات الأتمتة وتسجيل البيانات تلقائيًا في المكتب والمصنع ليست حلاً أيضًا. ويحضر المعارض التي يتم فيها عرض هذه المعدات آلاف الأشخاص الذين يبحثون عن طريقة سهلة للتغلب على فجوة الإنتاجية، والذين يؤمنون بالمعدات المنقذة للحياة. بعض التكنولوجيا لا يمكنها أن تدفع إلا ثمنها، لكن التأثير المشترك للآلات والأجهزة الجديدة والأفكار الرائعة ليس سوى جزء صغير من التحسينات النوعية التي يجب على إدارة الشركات التي تغلبت على التراجع أن توفرها.
لو كنت مصرفيًا، فلن أقوم بإقراض المال لشراء معدات جديدة حتى تقدم الشركة المتقدمة للحصول على القرض دليلاً إحصائيًا على أنها تستخدم الإمكانات الكاملة للمعدات الموجودة، وتعمل على 14 نقطة ويحارب مع الأمراض القاتلة والعقبات ".

الشكل 2. لقطة شاشة لتغريدة إيلون ماسك (Elon Musk، Twitter).